Lots of Talk, Little Practice

In a series of three articles in Maintworld magazine, we look at how to make maintenance more efficient by using artificial intelligence. In the last issue (3/2024), an introductory article described AI in general and the related concepts. This second part focuses on how AI is currently being used in ICT solutions for maintenance. The final article will consider how AI will change maintenance in the future.
As pointed out in the previous article, current AI solutions are still based on so-called weak AI. Weak AI technologies include those related to machine learning, deep learning, neural networks, speech recognition and machine vision. AI can also be used to enrich the data required by these technologies and to train models.
Generative artificial intelligence can learn
A new and much-hyped technology has emerged: generative artificial intelligence (AI), which can create new content such as text, images, video and audio based on what it learns. Even generative AI is still classed as weak AI. So, we are still a long way from a machine thinking like a human. This does not mean that even today’s weak AI solutions cannot significantly improve maintenance efficiency. In most companies, maintenance is still based on time-based preventive maintenance rather than on the actual maintenance needs of the equipment.
Asking AI itself, for example using ChatGPT, how AI can currently be used in maintenance, results in solutions that specifically use weak AI technologies. These can be used to increase the maturity of maintenance and to achieve significant benefits in terms of equipment availability, reliability and lifetime extension. However, building on past solutions and existing experience is an essential part of the development process.
Generative AI still counts as weak AI. So, we are still a long way from a machine thinking like a human.

The following describes the most common weak AI-based solution areas that can be used to increase the maturity of maintenance. It should be noted that the terminology is quite diverse and solutions are referred to under different and overlapping names.
Condition Based Maintenance (CBM)
The Industrial Internet of Things (IoT) has made it possible to collect huge amounts of data on machines and analyse their condition using various algorithms. Machine learning algorithms can be used to identify the occurrence of certain types of failures and react promptly. Anomaly detection algorithms can be used to generally detect abnormal operation of equipment and to investigate abnormal operations before a potential failure occurs. In this way, maintenance can be based on the actual condition of the equipment, rather than on a time-based approach, whether or not the equipment needs maintenance. As the importance of data-driven algorithms grows, AI can also be used to train the algorithms themselves.
The data often needs to be refined through data analytics to make it more useful.
Predictive Maintenance (PM)
Future equipment failures can be predicted before they occur by using predictive maintenance algorithms. Predictive maintenance not only examines the current condition of the equipment but also its failure history, and can be used to predict when the equipment will next fail. This information is useful not only for failure prevention but also for the optimisation of time-based predictive maintenance programmes. AI also helps in data enrichment, where measurements and the features that can be developed from them are combined with failure history.
Optimisation of planning and scheduling (Optimization)
Maintenance work can be optimally scheduled using various optimisation algorithms, taking into account equipment maintenance schedules, staff availability, and access to spare parts and tools. Similarly, the use of human resources can be optimised based on staff availability and skills. Optimisation algorithms can also be used to optimise the supply chain of spare parts for maintenance and to predict future needs.
Exploiting machine vision (Machine Vision)
Machine vision has typically been used for quality control of production lines, but it can also be used in maintenance for any activity that involves visual inspection. In particular, objects that are difficult to inspect such as structures at height, can be imaged by a drone and machine vision can be used to inspect the images. Interpretation of the images requires the ability to distinguish features and, above all, to detect changes in them.
Natural Language Processing (NLP)
Natural language processing solutions can be used, for example, to review maintenance logs and find relevant information in free text or classify information. This is where generative AI comes in. Numerical interpretation of log texts is also in its infancy.
Data often needs to be refined through data analytics to make it more useful.
Machine learning algorithms can be used to identify the occurrence of certain types of failures and react in time.
Artificial intelligence has brought new opportunities to make the work of maintenance staff more efficient. In particular, generative AI has made it possible to create different types of assistants for maintenance staff. For example, they allow technicians to make queries in natural language, to which the assistant retrieves answers from a defined set of data, such as technical documents, manuals or service manuals. For example, an installer can ask for repair instructions for a specific fault code on a particular piece of equipment.
The wizards can also be used to leverage the knowledge of more experienced installers. For example, a technician can show a picture of the device being repaired on a mobile device, and a more experienced technician can add annotations to the picture to guide the technician through the repair.
The challenges of using AI today
The idea of being able to detect equipment failures before the equipment breaks down of course sounds great. Ready-made solutions in this area are available from several suppliers. But why are these solutions not more widely used?
First of all, the area is vast and difficult to define. The terminology is varied and there are many different solutions. Maximising the benefits would require a top-level strategy, raising the threshold for starting a project. More easily implemented piecemeal solutions, on the other hand, will not bring major overall benefits. However, the reliability of point solutions is easier to verify, so large-scale solutions can also be built through their integration.
One reason is certainly the lack of clarity about who is responsible for what in maintenance organisations? While there are clear benefits for maintenance, data collection, storage and analysis is largely an ICT issue. Traditional operational level maintenance (EAM) systems are end-user applications. On the other hand, for advanced AI-based systems, the only interface with maintenance may be the creation of a defect chain and everything else happens elsewhere. In this case, maintenance may see it as an ICT issue, but the ICT does not see it as their own, so collaboration is essential.
Despite the huge amount of data generated by today’s devices, collecting and storing it is often perceived as a problem. Similarly, data quality is often perceived as poor. Data often needs to be refined through data analytics to make it more useful. AI works best in small entities, so it is worthwhile refining data and building solutions around clear use cases.
In-depth knowledge of equipment failure mechanisms is needed when designing different types of codes to detect failures. Such knowledge may not exist, and defining failure mechanisms from scratch can be a huge task in itself. Off-the-shelf failure libraries can be a big help here, but application expertise is essential.
How to move forward with AI?
Exploiting existing AI solutions requires, first and foremost, data. So, the strategy for collecting, storing and using the data itself should be thought through. The development of maintenance maturity should also be planned at business level and the objectives should be clear. Appropriate sub-segments and their expertise are key here.
At the same time, it would also make sense to gain practical experience in the use and application areas of AI. To increase understanding, data quality and user experience, limited proof of concept trials for the most critical equipment categories will provide valuable insights for the wider deployment of AI.

TEXT: Esko Juuso, Docent, Emeritus University of oulu
PHOTOS: Companies, shutterstock


Subscribe to the free Maintworld newsletter here!
Green Transition Affects Materials Selection and Maintenance of Process Equipment
The green transition challenges the status quo in many societal and industrial activities. Materials are a key enabler of new carbon-neutral technologies. The results of the MASCOT project will provide a basis for materials selection and maintenance activities for the emerging industrial processes.
The goal of the transition to a sustainable carbon-neutral society is underpinned by the hydrogen and circular economy in which new technologies are a cross-cutting theme. The structural materials of investments, such as process equipment, pipelines and raw material storage facilities, are enablers of new technologies and must operate reliably and predictably under new operating conditions. Therefore, understanding the behaviour of structural materials in new environments is essential and the starting point for the right material choices. The maintenance of investments must also be planned based on an understanding of the phenomena.
Hydrogen poses a wide range of demands
Hydrogen is a key piece of the energy puzzle. It can be used for energy storage, for example, to smooth price fluctuations, as fuel for as an energy source, e.g., fuel, and as a raw material for the chemical industry. Hence, it is related to the entire value chain: hydrogen production, storage and transport, and end-use applications.
From a materials selection perspective, there are important issues related to hydrogen storage and transport. The form in which hydrogen is stored and transported (gaseous, liquid, derivative or other chemical) affects the operating conditions that will be needed, such as temperature (liquid hydrogen has a boiling point of -253°C), pressure and possible corrosion resistance requirements.
It should also be noted that not only the materials of the tanks, pressure vessels and piping, but also other components, such as valves and seals, must perform reliably. Since hydrogen affects different materials in different ways, materials selection is an essential part of the hydrogen transfer process.
In the circular economy, the recovery rate is key
In the circular economy, the aim is to close raw material loops and increase value. Circular economy principles include the use of side streams as raw materials, extending product life, reuse, repair and finally recycling of the raw material.
From a circular economy process perspective, the recovery rate is a key parameter, so process conditions are optimised to allow efficient recovery of raw materials. This can mean more aggressive conditions, which in turn require materials used in the process equipment to resist harsh corrosive conditions or even the combined contribution by corrosion and wear.
From a process equipment perspective, circular economy may mean increasing variation in the used feedstock: the use of new types of raw materials, variations in the quality of material flows, and the potential for contaminants to enrich in the cycles. Processes must also operate reliably within these constraints, which must be taken into account when choosing equipment materials.
Assessing suitability requires a new set of capabilities
Hydrogen exists at room temperature as a gas with a very small molecular size. As a result, hydrogen is prone to leakage at the joints of structures. Hydrogen also penetrates easily into materials, especially if there are stress concentrations in the structure. It migrates by diffusion and in some cases significantly degrades the mechanical properties of the material; this is known as hydrogen embrittlement. The potential hydrogen embrittlement susceptibility of materials used in load-bearing structures and applications should therefore be carefully investigated before final materials selection.
Research on surfaces and interfaces supports the green transition.
As hydrogen is a highly flammable and highly combustible gas, safety considerations must always be taken into account when handling hydrogen. From an experimental research perspective, these properties of hydrogen require the test equipment to be tailored to the hydrogen environment, typically using pressure vessels allowing elevated gas pressures. The test procedures are planned to meet the requirement to perform in-situ measurements in hydrogen. Research must also emphasise a safety-first approach. Capabilities to analyse hydrogen, the smallest known atom and molecule, are also needed.
The MASCOT project is working together to find solutions

VTT has a long history of research into the environmentally-assisted cracking of materials. Decades of phenomenological expertise combined with the capabilities of modern research equipment are prerequisites for generating new knowledge, evaluating material solutions catalysing and generating new innovations. This combination of capabilities has been successfully applied in the MAterialS for CO2-neutral processes in resource-intensive industries (MASCOT) project, funded by Business Finland and Andritz Oy, Exote Oy, Neste Oyj, Nordic Tank Oy, Metso Oyj and Wärtsilä Finland Oy. This project, coordinated by VTT, also involves the University of Oulu as a research partner.
Process operating conditions are becoming more challenging and complex.
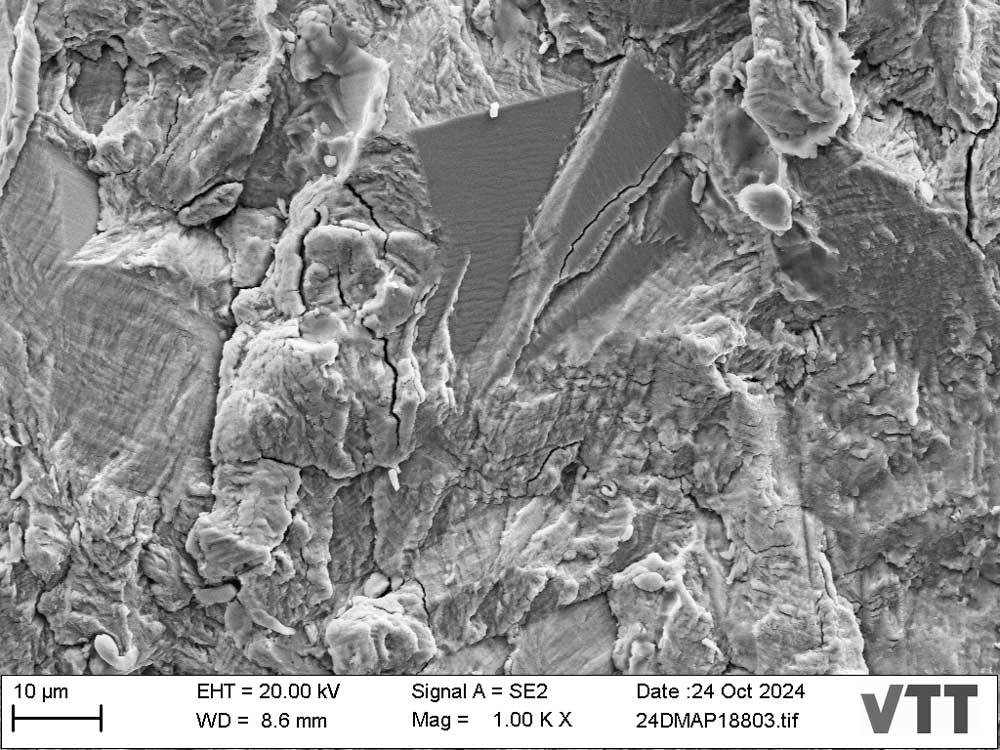
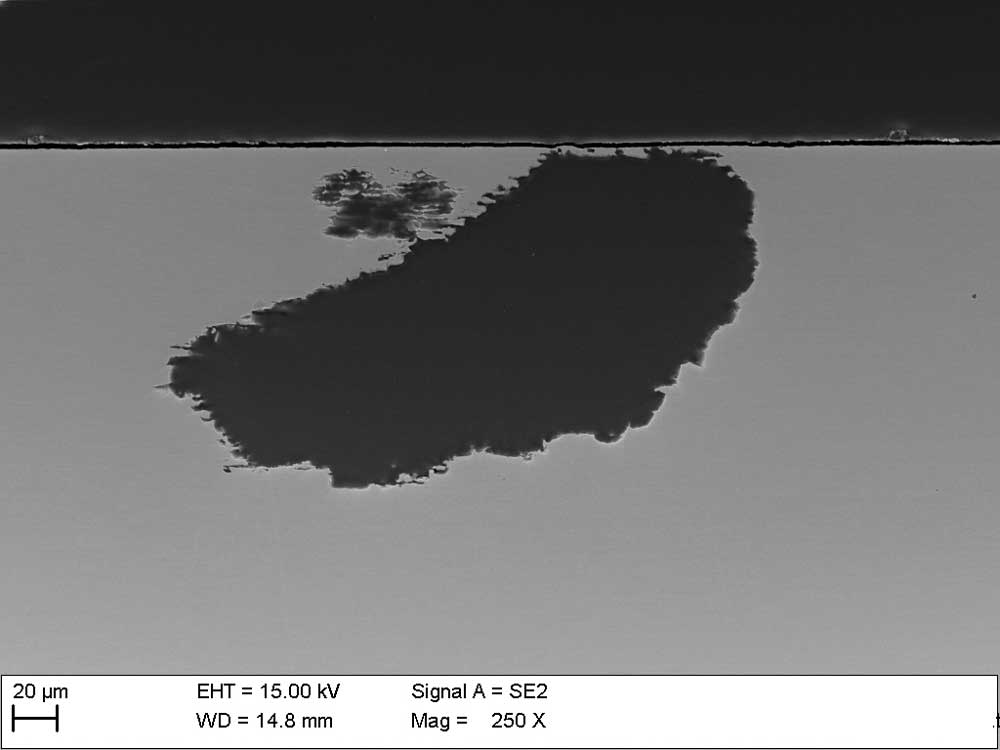
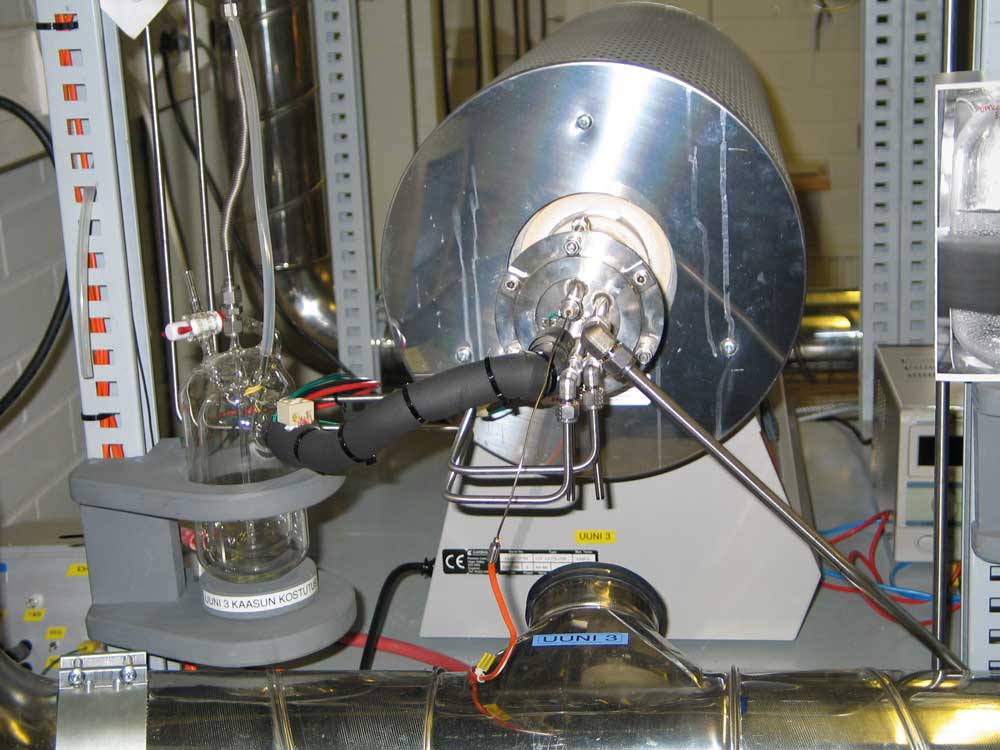
The project has investigated, among other things, the fatigue behaviour of materials potentially suitable for hydrogen transport and storage in high-pressure hydrogen, using a globally unique double bellows loading device operating in pressurised gas, Figure 1. The fatigue life assessment of materials provides a basis for determining, for example, maintenance cycles. In addition to fatigue tests, the project has developed practices for, among other things, the examination and even automation of fracture surfaces (Figure 2a) and sampling to analyse their hydrogen content.
Research on surfaces and interfaces supports the green transition
As process conditions become more challenging and complex, research on surfaces and interfaces lays the foundations for understanding the interactions between materials and their environments.
In recent years, VTT has invested heavily in up-to-date, high-quality research equipment to support this theme. For example, in 2023, VTT received a new plasma-FIB (focussed ion beam) FE-SEM (field emission scanning electron microscope), which enables more efficient and reliable examination of interfaces in materials and structures.
VTT is also involved in the Academy of Finland-funded research infrastructure H2MIRI (Hub for Hydrogen-Materials Interaction Research Infrastructures), which strengthens research capabilities in areas such as time-of-flight secondary ion mass spectroscopy (TOF-SIMS) and hydrogen tribology. Tribology refers to the wear, friction and lubrication between surfaces, and hydrogen tribometer, i.e., tribometer operating in the hydrogen atmosphere, will provide new insights into these surface phenomena in the presence of hydrogen.
Similarly, in ammonia-rich conditions at elevated temperatures (Figure 3a), for example in engines, the mechanisms of surface layer formation on material surfaces need to be understood and how they can potentially be influenced. The MASCOT project has also sought to provide a knowledge base on this topic.
In addition to solid materials, new operating environments, such as ammonia and hydrogen, also have a potential impact on the lubricants used between contacting surfaces. In the MASCOT project, these changes in the tribological behaviour and frictional properties of aged lubricants have been investigated in a controlled manner using a Mini Traction Machine (MTM) to measure friction between lubricated surfaces (Figure 3b).

One of the objectives of the MASCOT project has therefore been to increase the material knowledge necessary to enable a sustainable and safe green transition.
Materials research provides a framework for the maintenance
The purpose of maintenance is to ensure the reliability, efficiency and long life of machinery, equipment and investments, and to guarantee the quality of products.
Materials science provides an excellent framework for predictive maintenance through understanding the mechanisms and kinetics of ageing and deterioration of materials and through prevention strategies. Indeed, the best way to achieve carbon neutrality goals is to combine the design of maintenance activities for green transition technologies with the knowledge of science.

Text: Elina Huttunen-Saarivirta, Vilma Ratia-Hanby, Pekka Pohjanne,
VTT Technical Research Centre of Finland Ltd.
Photos: VTT, Shutterstock
Subscribe to the free Maintworld newsletter here!
Use of Sensors to Optimize Maintenance and Lifetime
Industry 4.0 and now Industry 5.0 gives us yet again new trends and interpretations of how the world will develop. Some call Industry 5.0 the revenge of the humans when they are taken into account.
The last couple of years, we have all heard a lot about digitalization, sensors, artificial intelligence, sustainability and machine learning. But what does it mean for us? In this article, I will focus on the sensors and how they are linked to the electromechanical industry.
The Reality of Sensor Adoption
When the digitalization bubble started, it was all about the sensors. Put sensors on everything; they are nearly free. As many of us have experienced, the number of sensors has increased but not even near the numbers communicated. Additionally, the prices are much higher than expected on sensors, software and analysis.
It’s not that simple to do the sales and to change the organization’s work habits. However, some companies have been very successful at installing sensors and have increased their operational radius, increased volume, created higher profit, improved their forecast and satisfied customers.
Barriers to Progress: Navigating Internal and External Challenges
From my perspective, it seems that it is difficult to navigate between the different suppliers, address internal factors with engineers, make decisions about “nice to have vs need to have” discussions, identify good price models and tackle risk management analysis with terms and conditions. These all slow down the progress and positive achievements you can reap from your business.
What are we looking to get out of it?
• Work more efficiently with the customer?
• Create a more accurate forecast?
• Improve uptime?
• Reduce cost?
• Increase number of customers?
All the above bullet points are possible to achieve, but maybe it’s beneficial to delineate the scope. The result many are looking for is actionable information from which you can create value.

Starting Simple: Practical Approaches to Sensor Implementation
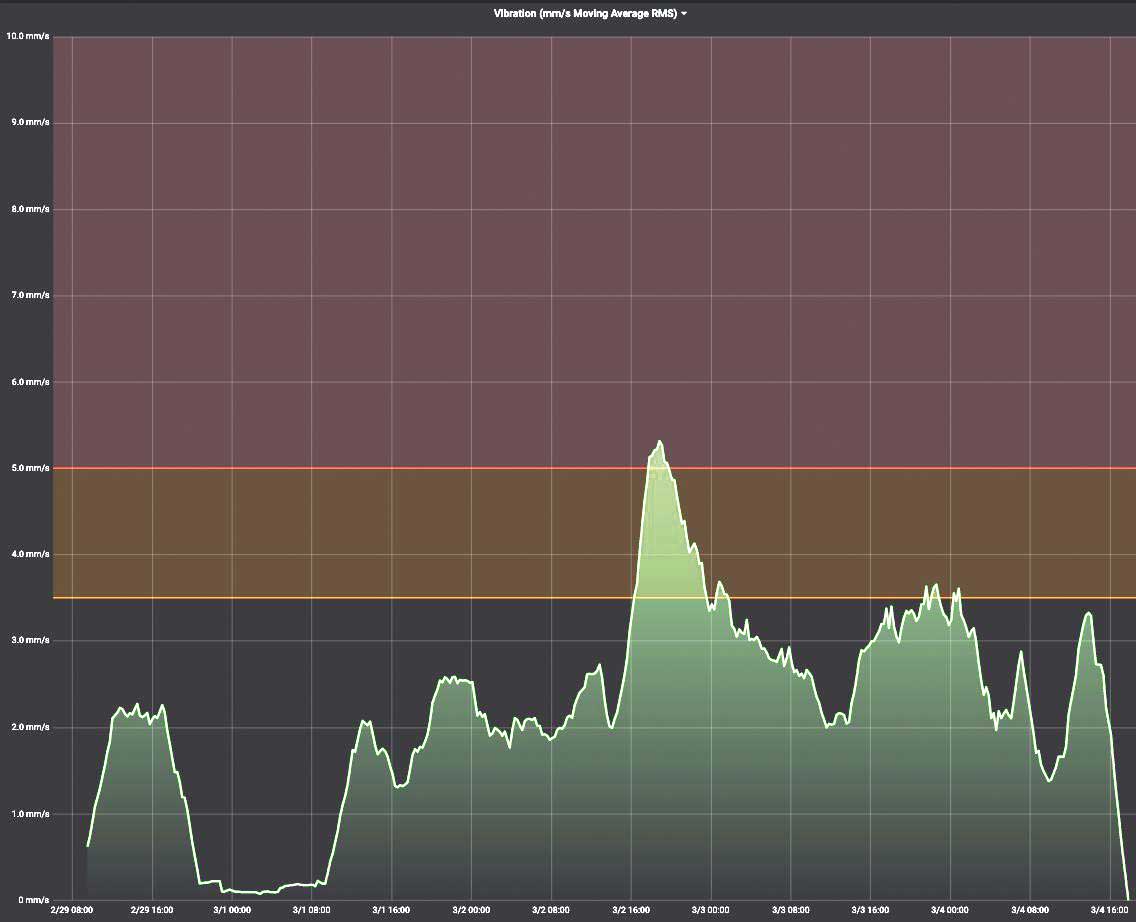
By limiting the scope, you can easily start to create value for both the customer/end user and your business. All you need to do is utilize the value of simple sensor solutions, which is available in the market today, instead of selling the “world of IOT.” Just sell your customer/end user the simple sensor data with simple visualization, providing them with more information to make more precise decisions. (See Figure 1.)
As many of us have experienced, the number of sensors has increased but not even near the numbers communicated.
Most motors will experience improved uptime and will indicate a necessity for maintenance with visual trends of temperature, vibration and alarm setting based on experience. As a guide, ISO standards may be used. However, you choose to set the alarms; it will still be an improvement compared to no alarms.
A large international steel and aluminum manufacturer is putting vibration sensors on many of their machines and has set the alarm to 7.5 mm/s (0.3 in/sec).
With a less complex approach, you will instantly get more data to improve your decisions. You can learn how the plant behaves, and hopefully avoid the 5:00 failure on a Friday afternoon.
Preparing for the Next Step
When you have adapted and developed your organization to react to sensor data and acknowledge the value, it’s much easier to take the next step into higher value maintenance philosophies with your customer.
This article has been offered by EASA, the Electromechanical Authority ( www.easa.com )
Subscribe to the free Maintworld newsletter here!
Drones Have Received Official Permission to Maintain Wind Turbines

The validation by TÜV NORD confirms that the drone technology used by the Deutsche Windtechnik Inspection Body is suitable for carrying out a range of important inspections such as periodic and condition-oriented inspections.
The multi-stage drone system developed by the Deutsche Windtechnik Inspection Body for inspecting rotor blades and lightning protection systems has successfully passed validation. This is the conclusion reached by TÜV NORD during a conformity assessment that it carried out for the first time.
The drone is able to determine the technical condition of the rotor blades and the functionality of the lightning protection system, and the risks regarding stability and public safety can then be assessed. This means that the drone system, which is called CU-RE, is also suitable for periodic inspections.
– In view of the current shortage of skilled workers and the rapidly-growing turbine inventory, this is very good news for the entire industry because drones will significantly reduce the amount of work required as well as downtimes. In Germany this will close an important gap because legislators have not yet adopted any mandatory requirements for the use of drones in the wind energy industry, says Matthias Brandt, Director of Deutsche Windtechnik.
In addition, using drones to carry out inspections provides long-term benefits associated with continuous data analysis: over the years, monitoring the surface condition of the inspected components has provides a detailed basis for predictive maintenance.
First independent validation
–The inspection procedure was validated against our new TÜV NORD standard. This standard defines criteria and inspection points that allow drone inspection procedures to be evaluated. For the validation, the reliability of the processes was evaluated using documentation tests. In addition to specifications for the equipment used, this also includes specifications for flying and quality assurance, Michael Lange, Head of the ISO 17029 Conformity Assessment Body for Wind Energy at TÜV NORD, explains.
The successful validation only applies to the drone technology used by Deutsche Windtechnik. Other drone systems on the market can also be evaluated using the new standard.
Risk analysis decides
As part of an order-specific risk analysis that is carried out at an early stage, the inspection body evaluates and decides whether the drone system or rope access technology is better suited for the inspection objective.
If using drone technology is found to be more suitable, the now fully validated three-stage model, which is called CU-RE (for “Close-Up and Review”), is then used in the next step. This is based on the stringent, proven inspection requirements specified by the EASA (European Union Aviation Safety Agency), which are used in the aviation industry.
The first stage of the CU-RE system involves carrying out a general visual inspection using an automated drone flight. It scans 100 percent of the outer surface of a rotor blade to detect visible damage, faults or irregularities. If necessary, the first stage can be supplemented in the second stage using selective, manually guided drone technology. If more intensive inspection is required, additional specialised drone or rope access technology options can be deployed during the third stage.
– Our experts decide whether a further inspection stage is necessary in order to be able to clearly identify any detected irregularities, Aeneas Noordanus, Sales Manager for inspection services at Deutsche Windtechnik says.
Increasing the level of detail of the inspection in each stage ensures that both the economic efficiency and the risks are taken into account.
Text: Vaula Aunola Photos: Deutsche Windtechnik, Freepik
Subscribe to the free Maintworld newsletter here!
Simplifying the transition to a robot-assisted work environment

The rapid advance of automation and robotics means that some work tasks can now be done by machines and robots – from production to material handling processes. Even though automation is often necessary for enterprises to increase productivity and keep costs down, these advances are not always welcome by employees.
There is no denying that the word automation can evoke images of robots taking over jobs, and breed apprehension in employees. But automation can be a great tool for businesses, freeing employees from dirty, dull and dangerous tasks while boosting team effectiveness and creativity. The challenge for employers is often to communicate the benefits of automation and show people how it can change the future of work for the better.
Here we share some ideas on how to introduce new technology with positive impact on your workforce.
Communicate your automation plans in good time.
It is very important that you communicate what is going to happen to your employees. If you do not explain the process, this can create feelings of uncertainty amongst staff members. If you describe the process and leave room for questions, employees are less likely to feel threatened or fearful about the change but instead engaged and interested
Involve your employees in the process.
Making your employees part of the process is the best way to smoothening your upcoming path to automation. It is important that you listen to the workforce’s concerns and reluctance, so you can explain and correct misguided information. It is also crucial that you give them space to give ideas and make proposals. They are the people working daily with both current and future systems at the facility and therefore, they are the ones who can best identify points of interest within the space which could benefit from additional help and relief through automation. Information gathered from employees is an excellent resource for deploying the robots most effectively.
Make the process enjoyable for your employees.
MiR AMRs take the most repetitive and heavy tasks, allowing your employees to focus on high-value activities. Help them to see that the robots are a tool for them to perform even better in their jobs. Rather than thinking that robots are being installed to take over their jobs, employees can see automation processes as something to work alongside.
Let your employees know that the future of work is not robots that are here to replace them, but rather that they will help and work alongside people, increasing efficiency but also safety. E.g., MiR AMRs take over manual tasks that are usually met with high absences due to work injuries. Show your employees that the robots will help them have better health and better job results.
DENSO, a leading mobility supplier, deployed six MiR250 robots in its 800,000-square foot powertrain component production facility in Athens, Tennessee. A pilot program between its warehouse and production areas delivered results within six months, freeing six workers from pushing carts and allowing them to move to value-added roles.
After installing six MiR 250 robots, Travis Olinger, logistics and automation engineer in DENSO’s Total Industrial Engineering (TIE) group, explains: “Overall employee morale has improved, with employees recognizing DENSO as an innovative company that wants to make employees’ jobs easier and that the company cares about the ergonomic aspect of the job.”
Train your employees to work with the robot.
Nobody likes something they do not understand, and automation does not work on its own. Training your employees with the robot will help them to understand the robots and processes better. It will also give them new and valuable skills in their career. MiR AMRs are easy to program and learn, and we also offer our free online learning platform MiR Academy, which can help your staff ease into working with robots and the new workflows surrounding them. MiR Academy has learning programs for all levels.
“The MiR interface is really user friendly, the way of building mission is very easy made through building blocks instead of code lines. Thus, it is understandable enough even for people without previous programming experience,” Benjamin Paillusson, PC&L Improvement Leader in Faurecia Clean Mobility Písek, Forvia.
Make your employees familiar with the robot.
There are different ways of making your employees perceive robots as part of the staff instead of a threat. Autonomous mobile robots are collaborative and therefore it is easy to “personalize” the robots for higher engagement of the employees. For example, asking your employees to name the robots is an excellent way to add fun and familiarity into the upcoming changes. Creating events around the robot, where the employees feel part of the integration process, can help them feel part of the change and be more proactive towards automation.
Text and images: Mobile Industrial Robots
Subscribe to the free Maintworld newsletter here!
Photovoltaic systems in the limelight
Germany has around 2.6 million photovoltaic (PV) systems producing solar power on rooftops and sites. Demand for qualified installation companies in the country is high, resulting in time pressure during PV system installation. When it comes to ensuring the long-term safety and efficiency of PV systems, due diligence is a top priority. This applies in particular to commissioning of new PV systems and performance of modernisation measures.
Owning a PV system is becoming increasingly popular, with benefits including greater independence from the energy market, energy savings and climate protection. Large-scale producers, such as businesses, trades, and agricultural enterprises with a power output of 30 kWp or more, benefit particularly from good returns that make up for the high costs of installation.
The German government is seeking to significantly speed up the expansion of solar power. Its PV Strategy aims at raising the proportion of PV in Germany’s power mix to over 30 per cent by 2035.1 To reach this goal, PV systems must make full use of their maximum efficiency. However, this is not always the case at present. According to estimates by the German Insurance Association (GDV), around 400,000 of the 2 million PV systems in Germany in 2020 had been installed incorrectly, revealing not only technical defects, but also economic deficits.
Possible causes alongside production faults or damage in transit also include errors in installation and planning. In addition, age-related wear, accumulation of dirt on the panels or weather-related damage can also result in impaired efficiency. When PV modules are connected in a string, one defective cell is all it takes to cause a significant reduction in output.
Faults may reduce the system’s efficiency, the service life and, in a worst-case scenario, even cause a fire. Many of these defects can be easily remedied by, say, replacing defective modules or cleaning panel surfaces. Steps to prevent shading of the solar modules by roof structures should already be taken in the planning stage. During PV system operation, vegetation may have to be cut back regularly.
Testing and inspection – before damage occurs
Early identification of deficiencies may eliminate high secondary costs, and even generate additional yield. Along with economic advantages, testing and inspection also serve to identify safety-relevant defects. For this reason, law and technical standards require periodic electrical safety tests of PV systems to be performed. In particular, the accident prevention regulation DGUV V3 and the standards EN 62446 (VDE 0126-23), IEC 62548 and DIN VDE 0105-100/A1 do apply in Germany. Depending on the age of the system and other operating conditions, PV systems may have to be tested and inspected every one to four years.
Experts frequently identify simple defects by means of visual testing performed to evaluate a system’s actual state of repair. Target-performance comparison can be carried out with the help of simulation software; it offers indications of defects that may also impact on the output of the PV systems.
By applying the voltage-current characteristic, the software measures the actual performance of the system and compares it to the manufacturer’s specifications. In case of deviations, imaging processes are introduced to provide more detailed information. Defects increase electrical resistance, and thus build up more heat. The resulting hotspots are captured by thermal imaging cameras. Inactive modules, disconnected substrings and performance degradation caused by ageing, i. e. potential-induced degradation (PID), are further anomalies that can be identified using this method, provided an adequate level of current is produced by solar radiation.
TÜV SÜD
TÜV SÜD is a German certification and inspection organization.
TÜV SÜD provides a wide range of testing, inspection, certification, and consulting services in various sectors, including automotive, industrial, energy, healthcare, and more. Their primary focus is on ensuring the safety, quality, and sustainability of products, processes, and systems.
Highest precision eliminates loopholes
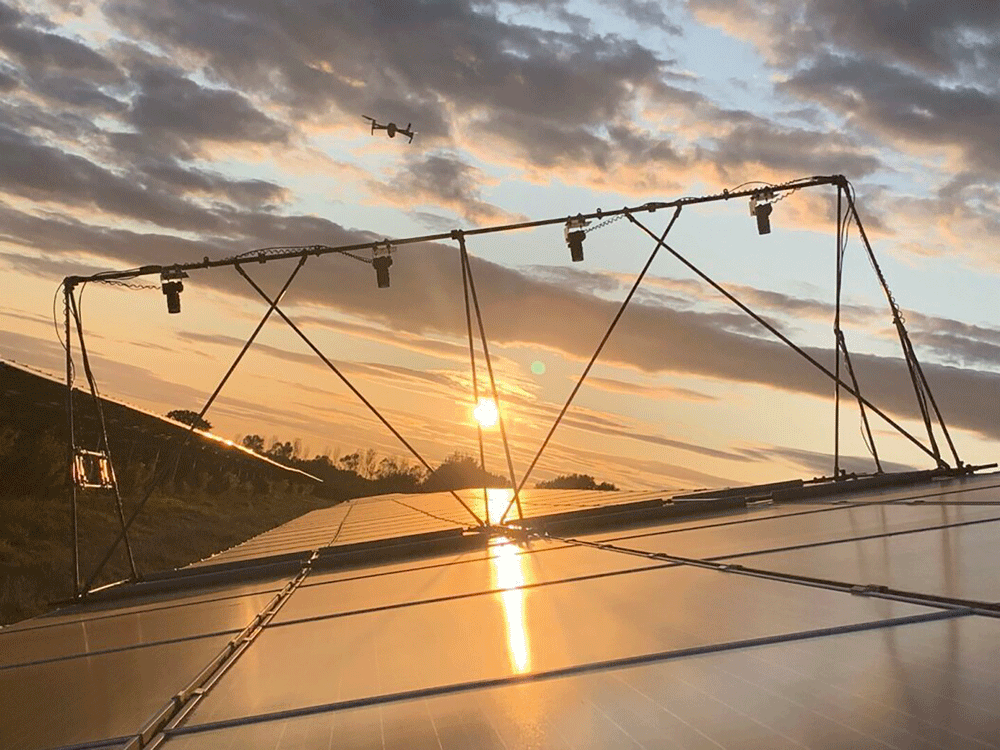
By contrast, inverse thermography, also known as reverse-current thermography, is weather- independent. It detects even the smallest defects at an early stage. In this “reversed” method, current is fed into the PV systems and the difference in temperature is measured when current flows through the cells. Drones can also be used to capture images. The only other method offering even greater detail is electroluminescence measurement (EL measurement). This method likewise involves feeding external current into the modules. Using special cameras at night, the experts then record the electromagnetic radiation at wavelengths of approximately 1,150 nm. EL measurement thus enables the experts to look inside a solar cell and identify defective bypass diodes, failed cells, micro-cracks and even performance degradation caused by light and elevated temperature induced degradation (LETID).
Conclusion
Modern test methods such as thermography enable testing and inspection to be performed during operation or outside the system’s regular service hours. EL measurement, for example, is performed at night. In addition, modern test methods do not require modules to be dismantled. The use of drones reduces the need to set up cranes or lifting platforms.
The longer a defect goes undetected, the higher the secondary costs it causes. In this case, planners and installation and maintenance companies benefit from the support provided by recognised testing, inspection, and certification (TIC) companies like TÜV SÜD. Drawing on their technical expertise and using ultramodern technical equipment, they track down safety- and efficiency-relevant defects and identify opportunities for improvement. Combining safety inspections with efficiency checks also pays off for smaller systems, particularly when they are still within the manufacturer’s or installation company’s warranty period.
Photovoltaic energy
Photovoltaic energy, commonly known as solar energy, is a renewable and sustainable source of electricity generated by converting sunlight into electrical power using photovoltaic cells (solar panels). These cells contain semiconductor materials that absorb photons from the sun and release electrons, creating a flow of electricity. Solar energy is clean, environmentally friendly, and increasingly used to power homes, businesses, and more.
It helps reduce greenhouse gas emissions and dependence on fossil fuels.
References
[1] PV Strategy, Federal Ministry for Economic Affairs and Climate Action: https://www.bmwk.de/Redaktion/DE/Publikationen/Energie/photovoltaik-stategie-
2023.pdf?__blob=publicationFile&v=4
Text: MBA, B. Eng. Stefan Veit, Head of Product and Quality Management Electrical Engineering, Team Lead Electrical/Building Technology, TÜV SÜD Industrie Service GmbH
Images: TÜV SÜD
Subscribe to the free Maintworld newsletter here!
EU-OSHA and the Future of work: Championing safety and health in the digital era
Safe and Healthy Work in the Digital Age” is the title of the new edition of EU-OSHA’s Healthy Workplaces Campaign, which commenced in October. The campaign’s objectives are to increase awareness, encourage collaboration, and establish a future where occupational safety and health continue to be a top priority alongside technological advancement.
With 93% of workers in large companies and 85% in micro companies using digital devices, this campaign addresses the evolving dynamics of work, emphasising the imperative of ensuring safety and health in a human-centred digital transformation.
As Artificial Intelligence (AI), cloud computing, and collaborative robots become integral to work processes, the very nature of work is transforming. The campaign recognises the potential for improved occupational safety and health (OSH) while confronting emerging risks in this rapidly evolving environment, EU-OSHA says in a statement.
– The world of work has seen a huge transformation in recent years, with the rise of digital technologies, algorithmic management and remote working. It is essential to strike the right balance: as we reap the benefits of the digital age, we must also make sure we don’t compromise on the human-cantered approach, Nicolas Schmit, European Commissioner for Jobs and Social Rights, declared.
The campaign will explore five priority areas over the next two years: digital platform work, automation of tasks, remote and hybrid work, worker management through Artificial Intelligence and smart digital systems.
– This campaign will help drive a digital transformation of the world of work that is fair and leaves no one behind, spreading knowledge about digital solutions that represent opportunities for companies and workers, Joaquín Pérez Rey, interim secretary of State for Employment and Social Economy of Spain and representing the Spanish Presidency of the EU Council, added.
This edition seeks to enhance awareness of the impact of digital transformation on OSH and encourage a safe and productive use of digital technologies across diverse sectors and workplaces. It also aims to foster collaboration among stakeholders, providing resources and promoting proactive risk assessment for a secure and efficient digital transformation of work.
– As Europe’s digital transformation steams ahead, its impact on businesses and workers is far from being fully understood. There’s an urgent need to grasp the opportunities and identify the risks of digitalisation to maximise the benefits of these new technologies for safe, healthy and productive workplaces, William Cockburn Salazar, Executive Director of the European Agency for Safety and Health at Work (EU-OSHA), said.
Subscribe to the free Maintworld newsletter here!
ABB and Imperial College extend carbon capture collaboration to support future workforce and energy transition
ABB and Imperial College London signed a 10-year contract to continue their carbon capture technology partnership.
Following the agreement, ABB – a technology leader in electrification and automation – aims to prepare current students for future industrial processes, showcasing how advanced technology can optimize plant performance and enhance safety in real-life applications.
The collaboration with Imperial College grants the university access to cutting-edge control and instrumentation technology.
– Extending the partnership with Imperial College allows us to offer students practical training to prepare them for a career in industry, said Simon Wynne, Head of Energy Industries, ABB UK & Ireland.
The plant, which is spread over four floors, uses ABB Ability™ System 800xA® for distributed process control and over 250 instruments, measuring temperature, pressure, carbon dioxide and flow. System 800xA automatically controls and coordinates all aspects of the plant process, which is then visualized on displays in the ABB Control Room where students can monitor and intervene if necessary.
ABB’s Ability™ Verification for measurement devices and new Ability™ SmartMaster verification and condition monitoring platform are also being used to equip students with the skills needed to optimize instrument performance through predictive maintenance.
– When we started the partnership with ABB, the aim was to encourage more people to go into and stay in chemical engineering, said Dr Colin Hale, Senior Teaching Fellow at Imperial College London.
– One of the ways to do this was to set up this carbon capture plant so we could enthuse students to follow through on the environmental topics they have learnt previously. ABB shares this collective vision.
– During my time in the carbon capture pilot plant, I have actively participated in the operation of the process, gaining a deeper understanding of the development and application of the technology, said Yiheng Shao, fourth year undergraduate student at Imperial College London.
According to a report by S&P Global, carbon capture and storage (CCS) can help decarbonize industry, reduce emissions and reach net zero, while the Global CCS Institute said in 2022 there was a 44 percent increase in the number of CCS facilities around the world compared with the previous year.
Earlier this year, the UK Government outlined its Powering Up Britain policy. This series of net-zero pledges, including £20 billion of funding to unlock private investment and jobs in CCS, aims to deliver an energy system with cleaner, more affordable energy sources.
Subscribe to the free Maintworld newsletter here!
Eternal Machines: The Future of Sustainability Lies in Maintenance

Sustainability, closed-loop circularity and maintenance working hand in hand. The result? Keeping our devices and machinery alive and well for extended periods of time. It is time to change our way of thinking. Circular economy and maintenance is the unsung hero of sustainability.
As industries around the world grapple with environmental challenges and diminishing resources, the traditional linear economy—the “take-make-dispose” model—is disappearing. It is yielding to the circular economy (CE), a regenerative system designed to keep products, components, and materials in continuous circulation, thereby dramatically reducing waste, conserving vital resources, and minimizing environmental harm. At the heart of this paradigm shift is a powerful but often overlooked force: maintenance. Once an operational afterthought, maintenance is emerging as an enabler of the circular economy of the future.
Closed loop circularity for a longer product lifespan
It is no longer just about fixing machines; it is about breathing new life into assets and extending their useful lifecycle. This transformation allows industries to keep parts and products in use longer, cutting down on the need for raw materials, and regenerating value through proactive repair, refurbishment, and remanufacturing. In effect, maintenance closes the loop—ensuring resources keep circulating within the economy rather than being prematurely discarded. As industries adopt circular strategies, the focus shifts from replacement and disposal to preservation and renewal. Maintenance enables this shift by ensuring products and machinery last longer and perform at peak efficiency throughout their extended lifecycles. Instead of buying new parts or equipment, industries can rely on maintenance strategies like refurbishment or remanufacturing to breathe new life into existing components. This not only reduces waste but also minimizes resource extraction, in harmony with the circular economy’s ethos of maximizing value at every turn.

This article explores how modern maintenance strategies—especially predictive maintenance (PdM) powered by artificial intelligence (AI)—are reshaping the industrial landscape. We use real-world examples, data-driven insights, and cutting-edge strategies to show how maintenance is driving the transition toward a sustainable, circular future.
PdM: The AI-Driven Key to Circular Economy Success
Imagine a world where machines monitor their own health—anticipating repairs, predicting malfunctions, and requesting maintenance before breakdowns occur. No more sudden shutdowns, no more wasteful replacements. PdM is turning this vision into reality. By leveraging real-time data, AI, and the Internet of Things (IoT), PdM is transforming the way industries manage their assets, making it a cornerstone of the circular economy. In the linear economy, equipment failures lead to only one outcome: replacement. But in a circular economy, PdM flips the script. By foreseeing failures before they happen, PdM drastically reduces waste, prolonging the life of valuable assets. It ensures machinery runs smoothly, minimizing environmental impact and maximizing efficiency.
AI offers immediate real-time fault detection
PdM doesn’t merely address visible wear and tear; it detects subtle, often invisible signs of deterioration. Using a network of IoT sensors, it continuously tracks the health of equipment, while AI analyses real-time data to predict failures with remarkable precision. These systems continuously assess the condition of critical components. Take, for instance, the maintenance of airplane turbine blades. Instead of following a rigid, time-based maintenance schedule that risks premature or delayed part replacements, PdM detects the precise moment when a blade begins to wear out. A targeted, timely intervention extends the life of the component, reducing waste and resource consumption—directly supporting the circular economy’s goal of maximizing asset longevity.
The marriage of AI and IoT in PDM revolutionizes operational efficiency.
The marriage of AI and IoT in PdM revolutionizes operational efficiency. These systems can process vast quantities of data, spotting patterns and trends that would otherwise go unnoticed. But PdM isn’t just about preventing breakdowns—it is a key enabler of circularity. By identifying components that can be repaired, refurbished, or upgraded before they fail, PdM ensures parts are used to their fullest potential. Machines and parts are kept in circulation, reducing the need for new raw materials.
As more industries adopt forward-looking maintenance strategies, we are witnessing a seismic shift in asset management. PdM’s cutting-edge technology ensures assets stay in use longer, supporting sustainable practices while minimizing waste. In this new paradigm, maintenance is no longer seen as a burdensome cost—it is a critical, AI-driven tool propelling industries toward a future of resource optimization and circularity.
Circular Economy Business Models: Rethinking Maintenance as the Lifeblood of Sustainability
In a world where sustainability is no longer a choice but a necessity, the circular economy is radically transforming how industries operate. The once-dominant linear economy is giving way to a new paradigm where products remain in circulation for as long as possible. PdM is at the heart of this transformation; it ensures products and machinery remain functional and valuable through processes like repair, remanufacturing, and refurbishment.
Imagine an industrial world where nothing is built to fail. A fitting metaphor can be drawn from the 1951 classic film “The Man in the White Suit,” where the protagonist invents a fabric that never wears out. This discovery wreaks havoc on the textile industry, as planned obsolescence—the practice of designing products to fail after a predetermined time—suddenly collapses. The film’s disruptive premise parallels the role PdM plays in industry today. Just like that indestructible white suit, it thwarts business models rooted in planned obsolescence. It extends the life of industrial components and assets, enabling companies to embrace sustainability by reducing waste and the need for constant replacements.
Product-as-a-service, everyone wins
In the circular economy, innovative business models thrive by placing maintenance at their core. Take Product-as-a-Service (PaaS) as an example. In this model, companies no longer simply sell products—they retain ownership and provide the product as a service, maintaining it throughout its lifecycle. Consider aircraft engine manufacturer Rolls-Royce, for example. Instead of selling engines outright, it offers them as a service to airlines, shouldering the responsibility of maintenance and ensuring optimal performance. Then, by using PdM to monitor engine health in real time, Rolls-Royce keeps its engines running efficiently for longer periods, minimizing waste and supporting circular economy principles by extending the lifecycle of each asset.
As industries around the world grapple with environmental challenges and diminishing resources, the traditional linear economy is disappearing, yielding to the circular economy.
A new life for old equipment
Remanufacturing offers another compelling business model built on the foundation of PdM. The automotive industry has embraced remanufacturing to reduce resource consumption and lower production costs. Companies like Renault have perfected the art of remanufacturing by refurbishing old engines and making them nearly as good as new. But the success of remanufacturing hinges on maintenance—particularly PdM—to monitor the health of each engine and intervene before catastrophic failures occur. By tracking the wear and tear of individual components, PdM ensures critical parts reach their full potential, supporting remanufacturing efforts and enabling the reuse of valuable resources.
Closing the loop and minimizing waste
Perhaps the most significant contribution of maintenance to the circular economy is its ability to enable closed-loop supply chains. In these systems, products are returned to the manufacturer at the end of their lifecycle to be remanufactured, recycled, or refurbished. PdM optimizes this process by providing manufacturers with real-time data on the condition of components throughout their lifecycle. When a product returns for remanufacturing, manufacturers know exactly which parts can be reused and which need recycling. This allows maximum resource efficiency, directly aligning with the circular economy’s ultimate goal: to keep materials in circulation for as long as possible while minimizing waste.
Without maintenance, specifically PdM, the circular economy would fail. Maintenance is the invisible force that holds circular business models together, ensuring assets remain in optimal condition for as long as possible. In this way, maintenance becomes the enabler of a new industrial era—one where assets are designed to last, resources are preserved, and sustainability is the new business-as-usual.
Sustainability in Motion: Tracking the Impact of Maintenance through Key Indicators
Industries pivoting toward sustainability must evaluate the effectiveness of their maintenance strategies—not just in terms of operational efficiency but also in terms of resource conservation and waste reduction. But in the fast-evolving world of circular economy practices, how do we measure success? The answer lies in key performance indicators (KPIs), which provide the metrics necessary to quantify the environmental and economic impact of maintenance activities.
In a world where sustainability is no longer a choice but a necessity, the circular economy is radically transforming how industries operate.
In the circular economy, maintenance transcends its traditional role of keeping machines running to become a tool for optimizing resource use over time. KPIs allow companies to track this optimization in a tangible way, turning abstract sustainability goals into actionable, measurable results. Critical sustainability-focused KPIs include those tracking CO2 emissions avoided per repair, waste reduced per intervention, and energy saved through predictive or preventive maintenance. These metrics empower businesses to gauge the environmental value of extending the lifespan of assets, reducing the need for new components and conserving resources.
See the difference
Every repair and every refurbishing effort can now be quantified in terms of its contribution to sustainability. Take the aviation industry, for example. Airlines use KPIs to measure CO2 emissions saved per flight hour as a direct result of PdM. This allows them to calculate both financial savings and the environmental benefits of reducing unnecessary repairs and extending the lifespan of key components like turbine engines. These metrics paint a holistic picture of how maintenance practices align with sustainability goals, showing companies how they are actively contributing to a circular economy.
The power of KPIs lies in their ability to offer data-driven insights that help refine strategies over time. Imagine a fleet of commercial planes, each fitted with sensors that constantly monitor engine health, fuel efficiency, and component wear. Through this continuous stream of data, businesses can adjust their maintenance strategies in real time to maximize both performance and sustainability.
Another crucial set of KPIs focuses on component lifecycle management. In industries such as automotive manufacturing, where components like engines or gears can be repaired or remanufactured multiple times, KPIs track how well maintenance interventions extend the useful life of these parts. The ability to measure how much longer an engine can run thanks to timely maintenance interventions directly contributes to reducing waste and lessening the demand for raw materials.
The EN 15341:2019 standard offers a structured framework for maintenance performance measurement that incorporates both economic and environmental outcomes. By adhering to these standards, businesses can ensure their maintenance strategies are not just keeping machines operational but are also aligned with their sustainability objectives. Every data point tells a story—of resources saved, emissions reduced, and a world moving ever closer to a sustainable future.
Planned Obsolescence: The Villain that PdM Can Defeat
In the narrative of sustainability, few villains loom as large as planned obsolescence. A business model designed to make products fail prematurely, it traps industries and consumers in a vicious cycle of consumption, waste, and replacement. Planned obsolescence is short-term strategy prioritizing profit over longevity, thus driving resource depletion and filling landfills with products that could have been repaired or maintained.
“The Light Bulb Conspiracy”, a documentary about the infamous Phoebus cartel of light bulb manufacturers, gives a powerful example of planned obsolescence. In the 1920s, the cartel conspired to limit the lifespan of light bulbs to 1,000 hours, even though technology existed to make them last far longer. This conspiracy ensured consumers were forced to purchase new bulbs frequently, driving profits at the expense of sustainability. In stark contrast, the Centennial Light Bulb in Livermore, California, has lasted for over a century—an example of what is possible when products are designed for durability, not disposability.
Breaking free and living long
PdM offers industries a way to break free from planned obsolescence. By using AI, IoT sensors, and real-time data, PdM systems can detect subtle signs of wear and tear before catastrophic failure occurs. This proactive approach allows companies to maintain and repair products at the right time, extending their lifespan and conserving resources. Take the smartphone industry, where devices are often designed with non-replaceable batteries and components that become obsolete within just a few years. In this model, consumers are forced to buy new phones instead of repairing or upgrading their old ones. But imagine a world where smartphones are equipped with sensors that monitor battery health and alert users when it is time to replace a part. Instead of throwing the device away, consumers could extend its life through a simple repair, drastically reducing e-waste. This is the promise of PdM—a model where products are designed for longevity, not failure.
The automotive industry tells a similar story. Planned obsolescence has led to the creation of sealed components, such as transmissions or electronic control units, which are nearly impossible to repair. This forces car owners to replace entire systems rather than fix individual parts, contributing to a massive amount of waste. But with PdM, the health of these components can be monitored throughout their lifecycle. By detecting early signs of wear and tear, maintenance can be performed before the part fails, allowing repairs instead of replacements.
Industries pivoting toward sustainability must evaluate the effectiveness of their maintenance strategies.
At its core, the battle between planned obsolescence and PdM is one of philosophies. On the one side, we have a system built on disposability and frequent replacement—generating enormous waste and depleting valuable resources. On the other, we have a system that values longevity, repairability, and sustainability. In this battle, PdM emerges as the victor, offering a way to escape the wasteful cycle of planned obsolescence, extending the life of products, reducing waste, and creating a future where resources are conserved for generations to come.
Real-World Applications of PdM: From Factory Floors to Circular Futures
From manufacturing plants to high-tech industries, PdM is being used not only to keep machines running efficiently but also to drive the circular economy. Picture a sprawling industrial facility, its machinery humming with activity. In the traditional linear economy, when one critical part of this system breaks down, the ripple effect leads to downtime, wasted resources, and costly replacements. But in today’s world of PdM, something entirely different happens. Sensors track vibrations, temperatures, and energy consumption, analysing the data in real time to detect subtle wear and tear. Long before a breakdown occurs, maintenance systems flag the component for repair or replacement, keeping the factory running smoothly and efficiently, with minimal disruption. This means fewer wasted parts, less downtime, and significantly lower operational costs. In essence, the factory becomes a symbol of circularity—doing more with less.
Heavy industry has been quick to adopt PdM. Take the massive turbines powering energy plants or the complex conveyor systems in large-scale factories, for example. In the past, maintenance was performed according to fixed schedules, regardless of actual need, often leading to unnecessary part replacements or equipment overuse. Today, with condition-based maintenance, equipment is continuously monitored, and maintenance is performed only when necessary, saving companies both time and resources. The machines continue running, producing at full capacity while using fewer materials—a perfect alignment with the goals of a circular economy.
Sensors know – and tell us so
In the automotive sector, PdM has become a game changer. Once, engines and components were designed to be replaced after a fixed number of miles, but today’s vehicles are built with sensors that monitor every aspect of their operation. These sensors provide real-time data on everything from oil levels to brake wear, ensuring components are maintained or replaced only when necessary. This extends the life of the vehicle and keeps valuable materials in use for longer, reducing the need for raw resource extraction.
16In the 1951 classic film “The Man in the White Suit,” the protaganist invents a fabric that never wears out. Photo: United Archives GmbH / Alamy Stock PhotoEven in the consumer electronics industry—historically dominated by planned obsolescence—PdM is making waves. Smartphones and laptops, once considered disposable after a few years of use, are now being equipped with smart maintenance systems. These systems can detect when a battery is degrading or a processor is under strain, permitting a simple repair or part replacement instead of a new purchase. This shift is crucial in reducing the massive amounts of electronic waste that end up in landfills each year. PdM ensures technology can have a much longer and more sustainable lifecycle.
In every industry, from consumer goods to heavy manufacturing, maintenance is stepping into a new role as the hero of the circular economy. It is no longer just about fixing what is broken—it is about rethinking how products and machinery are designed, maintained, and kept in use. Beyond improving sustainability, this represents a financial boon for companies. Reducing waste, conserving resources, and extending the life of equipment create significant cost savings, blurring the line between profitability and sustainability.
PdM is the key to unlocking the full potential of the circular economy. By maximizing the use of resources, minimizing waste, and ensuring equipment and products last as long as possible, industries are setting themselves up for long-term success, both financially and environmentally. PdM is the driving force behind a sustainable, circular future—proving that what’s good for business can also be good for the planet.
Conclusion: The Unsung Hero of Sustainability – Maintenance in the Circular Economy
The journey from a linear economy to a circular one isn’t just about reducing waste; it is about fundamentally rethinking how we interact with the products and machines we rely on. In this new reality, industrial assets—from turbines and engines to smartphones and consumer electronics—are no longer seen as disposable, short-lived items. They are valuable resources that can be kept in use for far longer through PdM, which leverages data, AI, and IoT to maximize asset longevity and performance.
Beyond simply making products last longer, PdM drives value at every stage of the product lifecycle, from initial design through reuse, repair, refurbishment, and beyond. The wasteful pattern of discarding and replacing is giving way to a new model where products are continuously monitored, maintained, repaired, and kept in use for as long as possible. Resources are cycled back into the production loop instead of ending up in landfills, and maintenance becomes the keystone in a sustainable development strategy.
Industries that are embracing PdM are discovering that it isn’t just an environmental responsibility—it is a competitive advantage. By reducing costs, increasing operational efficiency, and optimizing the lifespan of assets, PdM supports the core goals of the circular economy: resource efficiency, waste reduction, and long-term sustainability. As industries continue to evolve, those that embrace PdM will find themselves at the forefront of a new, more sustainable, and more profitable industrial paradigm. The unsung hero of the circular economy, maintenance, is quietly but powerfully reshaping the future of industry.
Text: Prof. DIEGO GALAR / Prof. RAMIN KARIM / Prof. UDAY KUMAR
Images: ShutterStock, Alamy, Freepik
Subscribe to the free Maintworld newsletter here!
Monitor and Reduce Motor Operating Temperature to Increase Reliability

Understanding and monitoring your motor’s recommended operating temperature can drastically lengthen its lifespan. Here we tell you how to do both, and so avoid early and unnecessary failure.
It is a striking fact that operating a three-phase induction motor at just 10°C above its rated temperature can shorten its life by half. Whether your facility has thousands of motors or just a few, regularly checking the operating temperature of critical motors will help extend their life and prevent costly, unexpected shutdowns. Here is how to go about it.
First, determine the motor’s insulation class (A, B, F or H) from its original nameplate or the ratings for three-phase induction motors in the National Electrical Manufacturers Association (NEMA) standard Motors and Generators, MG 1-2021 (hereafter MG1).
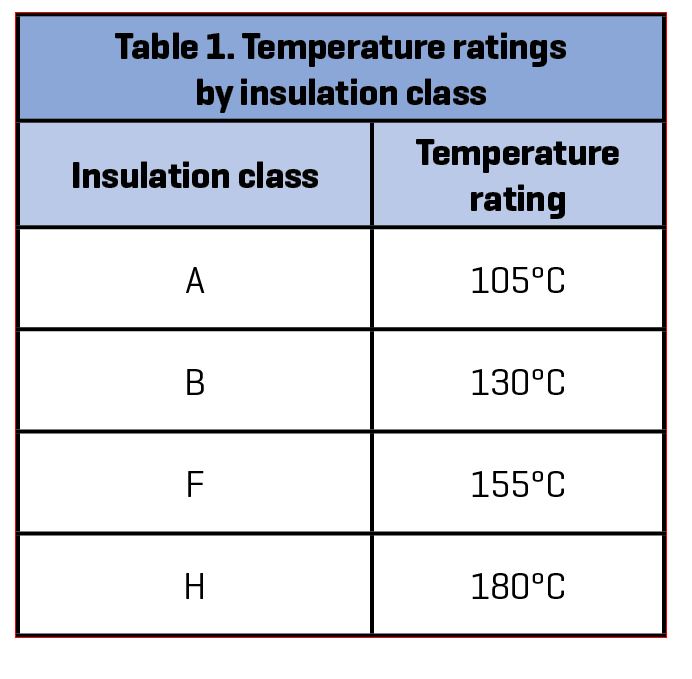
The insulation class indicates the maximum temperature that the motor’s winding can withstand without degrading (see Table 1) motor operation (called temperature rise), which is load-dependent. The rest is attributable to the ambient (room) temperature. Identifying both components of the winding temperature makes it possible to protect the motor winding under different operating conditions (e.g., a lower ambient temperature may permit a higher temperature rise). NEMA also incorporates a safety factor, but more on that later.
As with insulation class, every motor built to NEMA standards will have an ambient temperature rating (normally 40°C for three-phase motors). This is the maximum temperature for the air (or other cooling medium) surrounding the motor. Like the insulation class rating, you can find this rating on the motor nameplate or in MG1.
Determine the “Hot” temperature
The next step is to measure the overall (“hot”) temperature of the winding with the motor operating at full load–either directly using embedded sensors or an infrared temperature detector, or indirectly using the resistance method explained below. The difference between the winding temperature and the ambient temperature is the temperature rise. Put another way, the sum of the ambient temperature and the temperature rise equals the overall (or “hot”) temperature of the motor winding or a component.
Ambient temp. + Temp. rise = Hot temp.
To avoid degrading the motor’s insulation system, the hot temperature must not exceed the motor’s insulation class temperature rating.
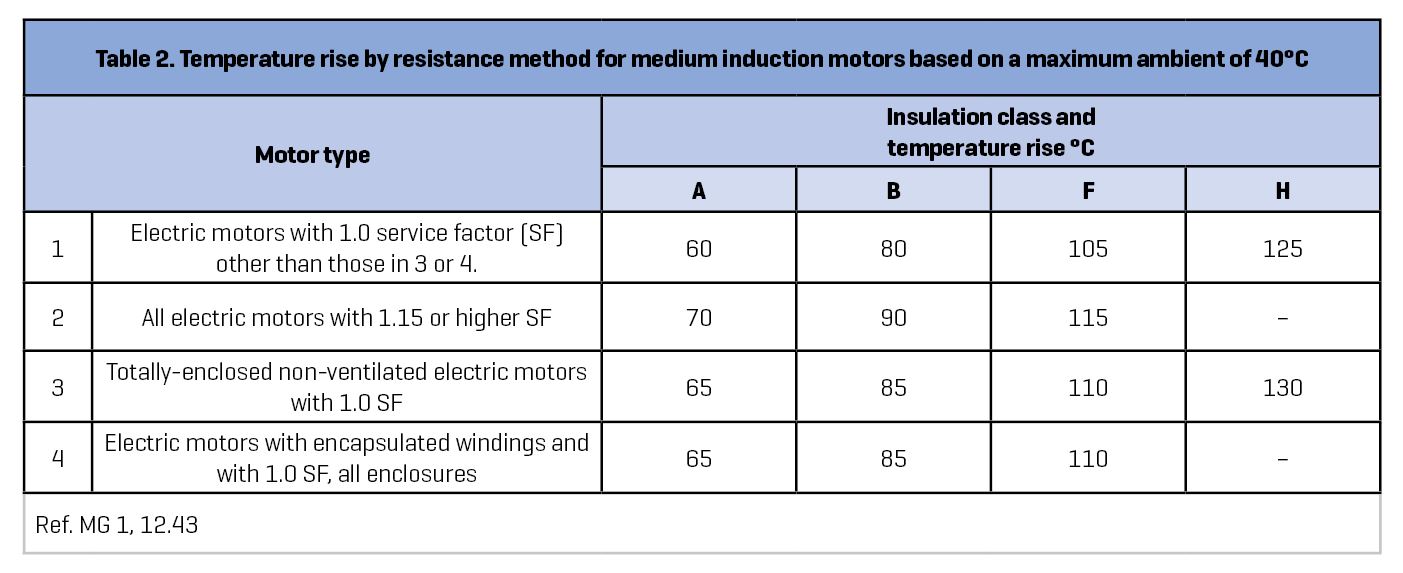
Given that MG1’s maximum ambient temperature is normally 40°C, you would expect the temperature rise limit for a Class B 130°C insulation system to be 90°C (130° – 40°C), not 80°C as shown in Tables 2 and 3. But as mentioned earlier, MG1 also includes a safety factor, primarily to account for parts of the motor winding that may be hotter than where the temperature is measured, or that may not be reflected in the “average” temperature obtained by the resistance method.
Table 2 shows the temperature rise limits for MG1 medium electric motors, based on a maximum ambient of 40°C. In the most common speed ratings, the MG1 designation of medium motors includes ratings of 1.5 to 500 hp for 2- and 4-pole machines, and up to 350 hp for 6-pole machines.
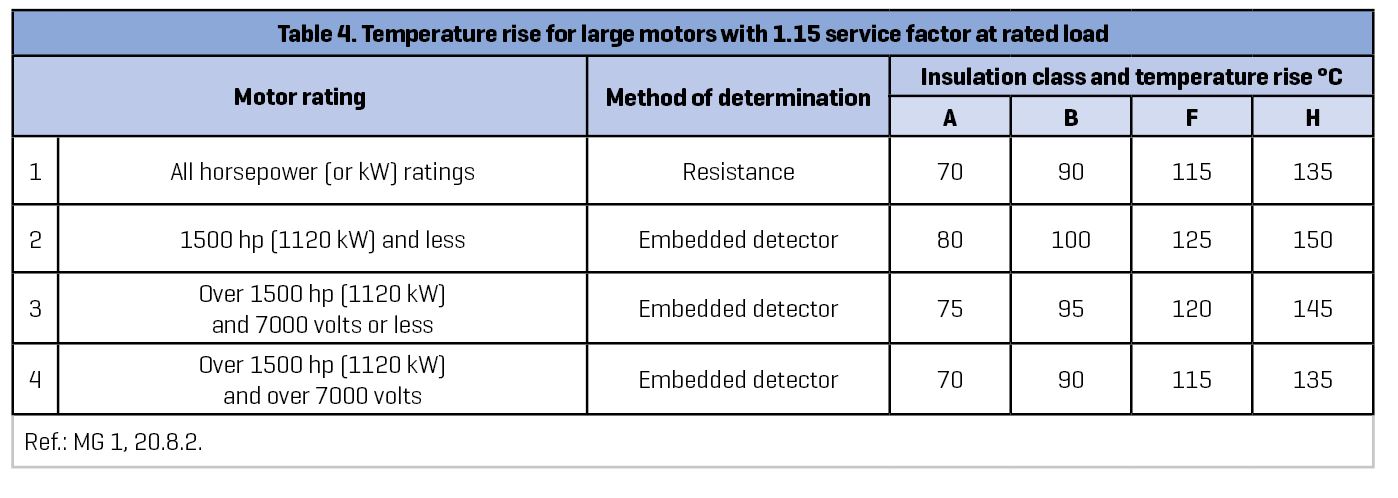
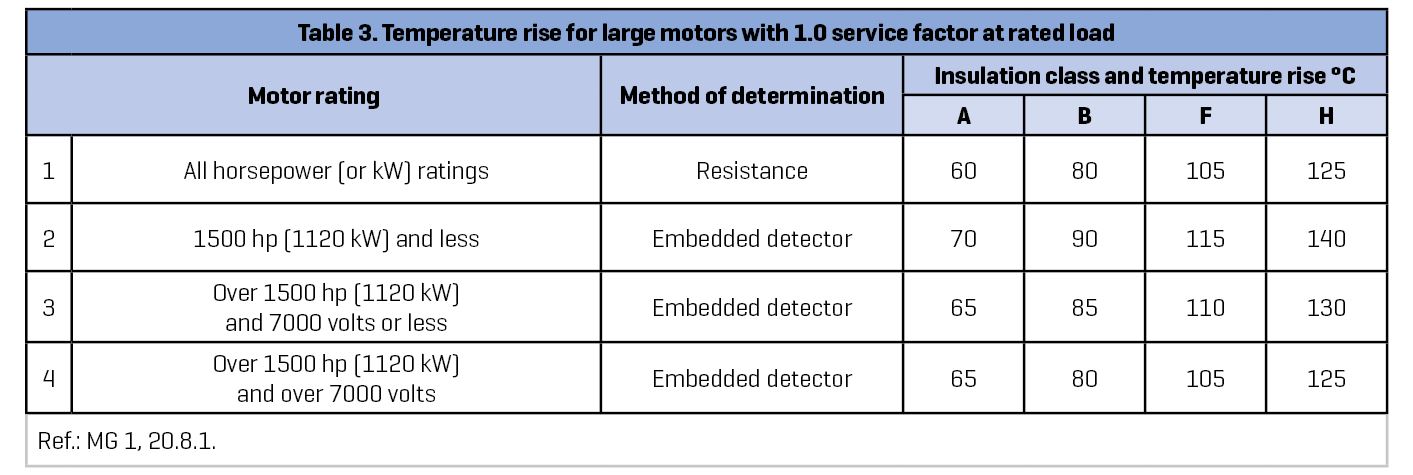
Temperature rise limits for large motors–i.e., those above medium motor ratings–differ based on the service factor (SF). Table 3 lists the temperature rise for motors with a 1.0 SF; Table 4 applies to motors with 1.15 SF.
Resistance method of determining temperature rise
The resistance method is useful for determining the temperature rise of motors that do not have embedded detectors–e.g., thermocouples or resistance temperature detectors (RTDs). Note that temperature rise limits for medium motors in Table 2 are based on resistance. The temperature rise of large motors can be measured by the resistance method or by detectors embedded in the windings as shown in Tables 3 and 4.
To find the temperature rise using the resistance method, first measure and record the lead-to-lead resistance of the line leads with the motor “cold”–i.e., at ambient temperature. To ensure accuracy, use a milli-ohmmeter for resistance values of less than 5 ohms, and be sure to record the ambient temperature. Operate the motor at rated load until the temperature stabilizes (possibly up to 8 hours) and then de-energize it. After safely locking out the motor, measure the “hot” lead-to-lead resistance as described above.
Find the hot temperature by inserting the cold and hot resistance measurements into Equation 1. Then subtract the ambient temperature from the hot temperature to obtain the temperature rise.
Equation 1. Hot winding temperature
Th = [ (Rh/Rc) x (K + Tc) ] – K
Where:
Th = hot temperature
Tc = cold temperature
Rh = hot resistance
Rc = cold resistance
K = 234.5 (a constant for copper)
Example. To calculate the hot winding temperature for an un-encapsulated, open drip-proof medium motor with a Class F winding, 1.0 SF, lead-to-lead resistance of 1.21 ohms at an ambient temperature of 20°C, and hot resistance of 1.71 ohms, proceed as follows:
Th = [ (1.71/1.21) x (234.5 + 20) ] – 234.5 = 125.2°C (round to 125°C)
The temperature rise equals the hot winding temperature minus the ambient temperature, or in this case:
Temp. rise = 125°C – 20°C = 105°C
As Table 2 shows, the calculated temperature rise of 105°C in this example equals the limit for a Class F insulation system.
Although that is acceptable, it is important to note that any increase in load would result in above-rated temperature rise and seriously degrade the motor’s insulation system. Further, if the ambient temperature at the motor installation were to rise above 20°C, the motor load would have to be reduced to avoid exceeding the machine’s total temperature (hot winding) capability.
Determining temperature rise using detectors
Motors with temperature detectors embedded in the windings are usually monitored directly with appropriate instrumentation. Typically, the motor control centre has panel meters that indicate the hot winding temperature at the sensor. If the panel meters were to read 125°C as in the example above, the same concerns about the overall temperature would apply.
Don’t let excessive heat kill your motors before their time.
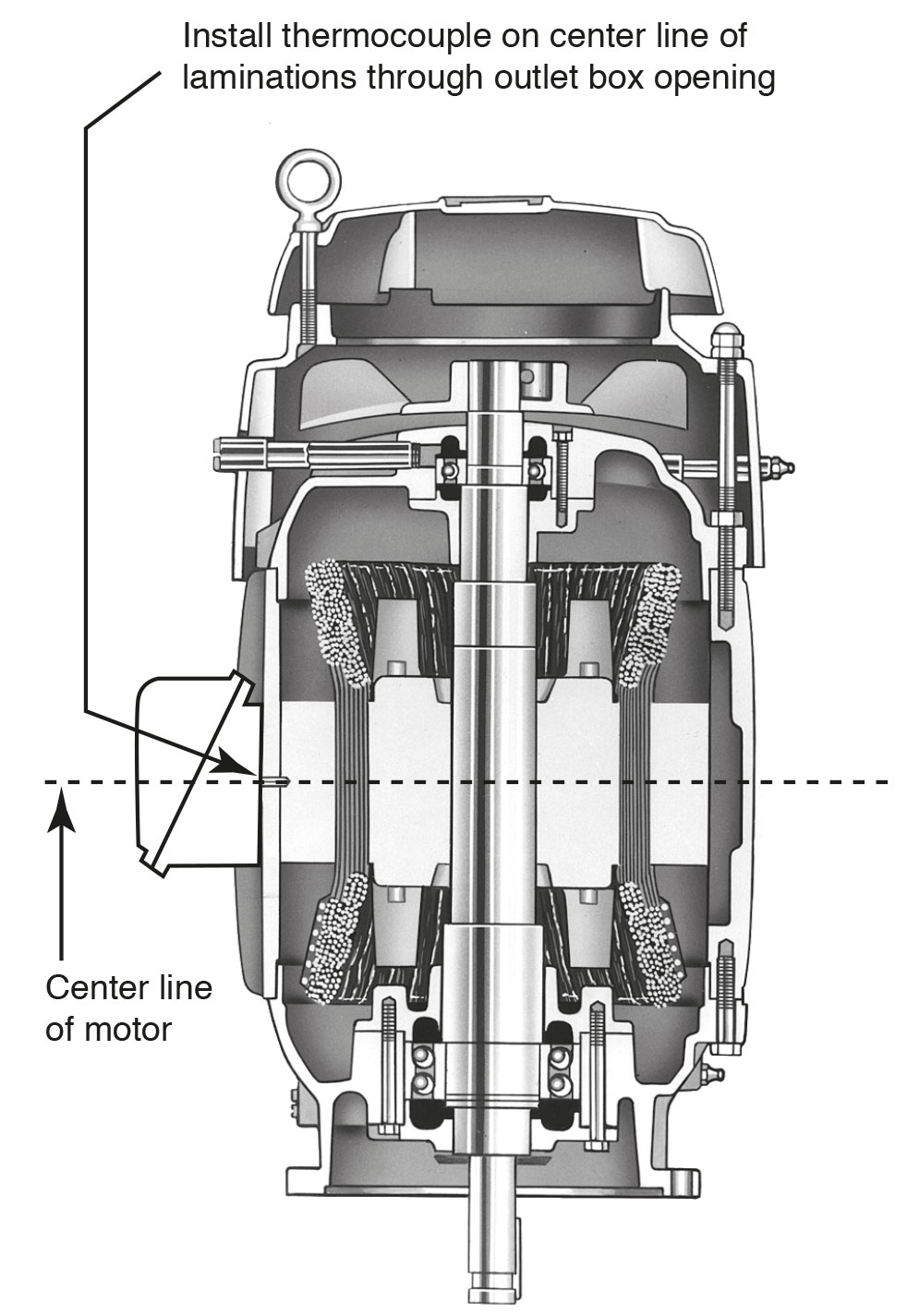
What if you want to directly measure the operating temperature of a motor winding that does not have embedded detectors? For motors rated 600 volts or less, it may be possible to open the terminal box (following all applicable safety rules) with the motor de-energized and access the outside diameter of the stator core iron laminations with a thermocouple (see Figure 2). The stator lamination temperature will not be the same as winding temperature, but it will be nearer to it than the temperature of any other readily accessible part of the motor.
If the stator lamination temperature minus the ambient exceeds the rated temperature rise, it is reasonable to assume the winding is also operating beyond its rated temperature. For instance, had the stator core temperature in the above example measured 132°C, the temperature rise for the stator would have been (132°C – 20°C), or 112°C. That significantly exceeds MG1’s limit of 105°C for the winding, which can be expected to be hotter than the laminations.
The critical limit for the winding is the overall or hot temperature. Again, that is the sum of ambient temperature plus the temperature rise. The load largely determines the temperature rise because the winding current increases with load. A large percentage of motor losses and heating (typically 35 – 40%) is due to the winding I2R losses. The “I” in I2R is winding current (amps), and the “R” is winding resistance (ohms). Thus, the winding losses increase at a rate that varies as the square of the winding current.
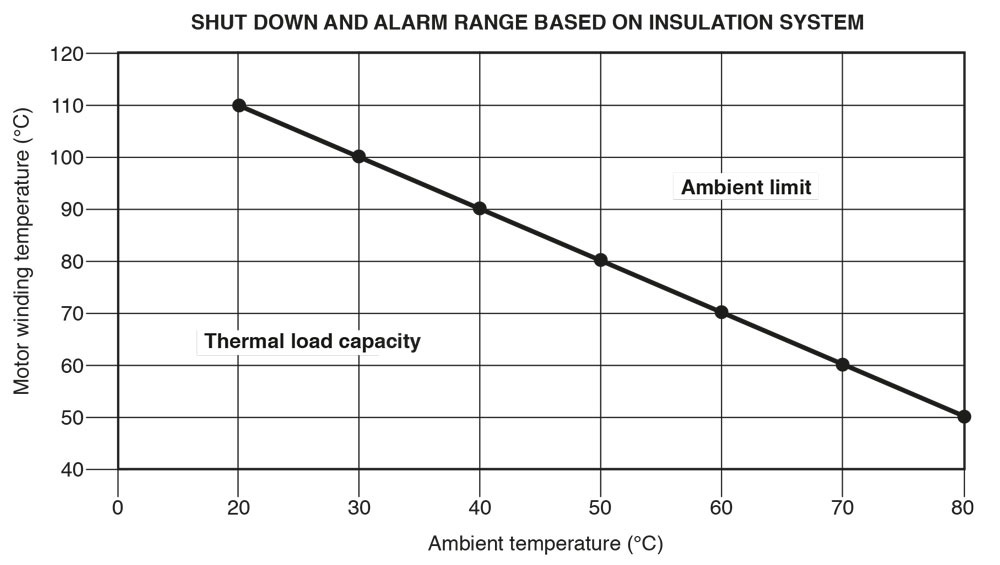
Adjusting for ambient
If the ambient temperature exceeds the usual MG1 limit of 40°C, you must derate the motor to keep its total temperature within the overall or hot winding limit. To do so, reduce the temperature rise limit by the amount that the ambient exceeds 40°C.
For instance, if the ambient is 48°C and the temperature rise limit in Table 2 is 105°C, decrease the temperature rise limit by 8°C (48°C – 40°C ambient difference) to 97°C. This limits the total temperature to the same amount in both cases: 105°C plus 40°C equals 145°C, as does 97°C plus 48°C.
Regardless of the method used to detect winding temperature, the total, or hot spot, temperature is the real limit; and the lower it is, the better. Each 10°C increase in operating temperature shortens motor life by about half, so check your motors under load regularly. Don’t let excessive heat kill your motors before their time.
Text: Thomas H. Bishop, P.E. EASA SENIOR TECHNICAL SUPPORT SPECIALIST
Photos: easa and Shutterstock
Subscribe to the free Maintworld newsletter here!
Latest






