Simplifying the transition to a robot-assisted work environment

The rapid advance of automation and robotics means that some work tasks can now be done by machines and robots – from production to material handling processes. Even though automation is often necessary for enterprises to increase productivity and keep costs down, these advances are not always welcome by employees.
There is no denying that the word automation can evoke images of robots taking over jobs, and breed apprehension in employees. But automation can be a great tool for businesses, freeing employees from dirty, dull and dangerous tasks while boosting team effectiveness and creativity. The challenge for employers is often to communicate the benefits of automation and show people how it can change the future of work for the better.
Here we share some ideas on how to introduce new technology with positive impact on your workforce.
Communicate your automation plans in good time.
It is very important that you communicate what is going to happen to your employees. If you do not explain the process, this can create feelings of uncertainty amongst staff members. If you describe the process and leave room for questions, employees are less likely to feel threatened or fearful about the change but instead engaged and interested
Involve your employees in the process.
Making your employees part of the process is the best way to smoothening your upcoming path to automation. It is important that you listen to the workforce’s concerns and reluctance, so you can explain and correct misguided information. It is also crucial that you give them space to give ideas and make proposals. They are the people working daily with both current and future systems at the facility and therefore, they are the ones who can best identify points of interest within the space which could benefit from additional help and relief through automation. Information gathered from employees is an excellent resource for deploying the robots most effectively.
Make the process enjoyable for your employees.
MiR AMRs take the most repetitive and heavy tasks, allowing your employees to focus on high-value activities. Help them to see that the robots are a tool for them to perform even better in their jobs. Rather than thinking that robots are being installed to take over their jobs, employees can see automation processes as something to work alongside.
Let your employees know that the future of work is not robots that are here to replace them, but rather that they will help and work alongside people, increasing efficiency but also safety. E.g., MiR AMRs take over manual tasks that are usually met with high absences due to work injuries. Show your employees that the robots will help them have better health and better job results.
DENSO, a leading mobility supplier, deployed six MiR250 robots in its 800,000-square foot powertrain component production facility in Athens, Tennessee. A pilot program between its warehouse and production areas delivered results within six months, freeing six workers from pushing carts and allowing them to move to value-added roles.
After installing six MiR 250 robots, Travis Olinger, logistics and automation engineer in DENSO’s Total Industrial Engineering (TIE) group, explains: “Overall employee morale has improved, with employees recognizing DENSO as an innovative company that wants to make employees’ jobs easier and that the company cares about the ergonomic aspect of the job.”
Train your employees to work with the robot.
Nobody likes something they do not understand, and automation does not work on its own. Training your employees with the robot will help them to understand the robots and processes better. It will also give them new and valuable skills in their career. MiR AMRs are easy to program and learn, and we also offer our free online learning platform MiR Academy, which can help your staff ease into working with robots and the new workflows surrounding them. MiR Academy has learning programs for all levels.
“The MiR interface is really user friendly, the way of building mission is very easy made through building blocks instead of code lines. Thus, it is understandable enough even for people without previous programming experience,” Benjamin Paillusson, PC&L Improvement Leader in Faurecia Clean Mobility Písek, Forvia.
Make your employees familiar with the robot.
There are different ways of making your employees perceive robots as part of the staff instead of a threat. Autonomous mobile robots are collaborative and therefore it is easy to “personalize” the robots for higher engagement of the employees. For example, asking your employees to name the robots is an excellent way to add fun and familiarity into the upcoming changes. Creating events around the robot, where the employees feel part of the integration process, can help them feel part of the change and be more proactive towards automation.
Text and images: Mobile Industrial Robots


Subscribe to the free Maintworld newsletter here!
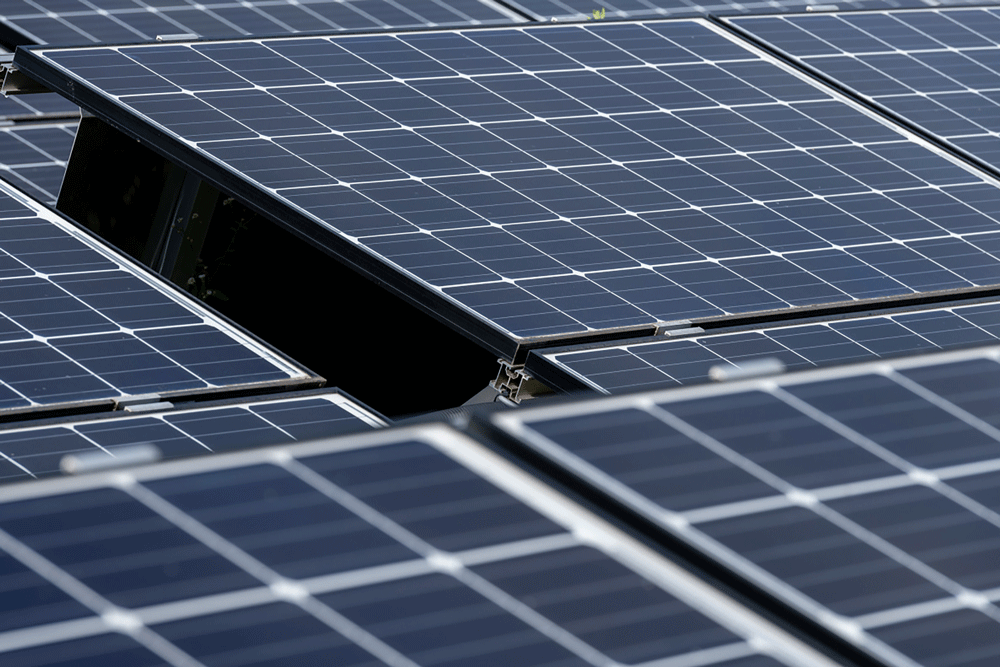
Photovoltaic systems in the limelight
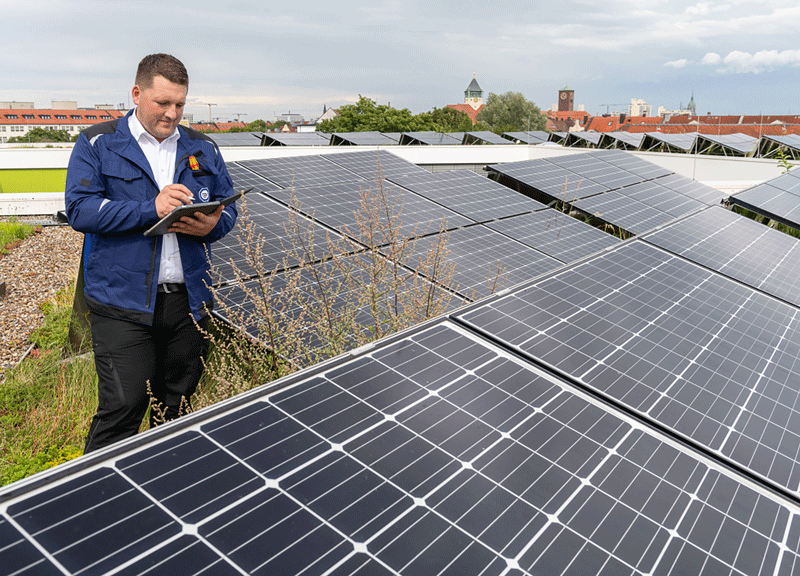
Germany has around 2.6 million photovoltaic (PV) systems producing solar power on rooftops and sites. Demand for qualified installation companies in the country is high, resulting in time pressure during PV system installation. When it comes to ensuring the long-term safety and efficiency of PV systems, due diligence is a top priority. This applies in particular to commissioning of new PV systems and performance of modernisation measures.
Owning a PV system is becoming increasingly popular, with benefits including greater independence from the energy market, energy savings and climate protection. Large-scale producers, such as businesses, trades, and agricultural enterprises with a power output of 30 kWp or more, benefit particularly from good returns that make up for the high costs of installation.
The German government is seeking to significantly speed up the expansion of solar power. Its PV Strategy aims at raising the proportion of PV in Germany’s power mix to over 30 per cent by 2035.1 To reach this goal, PV systems must make full use of their maximum efficiency. However, this is not always the case at present. According to estimates by the German Insurance Association (GDV), around 400,000 of the 2 million PV systems in Germany in 2020 had been installed incorrectly, revealing not only technical defects, but also economic deficits.
Possible causes alongside production faults or damage in transit also include errors in installation and planning. In addition, age-related wear, accumulation of dirt on the panels or weather-related damage can also result in impaired efficiency. When PV modules are connected in a string, one defective cell is all it takes to cause a significant reduction in output.
Faults may reduce the system’s efficiency, the service life and, in a worst-case scenario, even cause a fire. Many of these defects can be easily remedied by, say, replacing defective modules or cleaning panel surfaces. Steps to prevent shading of the solar modules by roof structures should already be taken in the planning stage. During PV system operation, vegetation may have to be cut back regularly.
Testing and inspection – before damage occurs
Early identification of deficiencies may eliminate high secondary costs, and even generate additional yield. Along with economic advantages, testing and inspection also serve to identify safety-relevant defects. For this reason, law and technical standards require periodic electrical safety tests of PV systems to be performed. In particular, the accident prevention regulation DGUV V3 and the standards EN 62446 (VDE 0126-23), IEC 62548 and DIN VDE 0105-100/A1 do apply in Germany. Depending on the age of the system and other operating conditions, PV systems may have to be tested and inspected every one to four years.
Experts frequently identify simple defects by means of visual testing performed to evaluate a system’s actual state of repair. Target-performance comparison can be carried out with the help of simulation software; it offers indications of defects that may also impact on the output of the PV systems.
By applying the voltage-current characteristic, the software measures the actual performance of the system and compares it to the manufacturer’s specifications. In case of deviations, imaging processes are introduced to provide more detailed information. Defects increase electrical resistance, and thus build up more heat. The resulting hotspots are captured by thermal imaging cameras. Inactive modules, disconnected substrings and performance degradation caused by ageing, i. e. potential-induced degradation (PID), are further anomalies that can be identified using this method, provided an adequate level of current is produced by solar radiation.
TÜV SÜD
TÜV SÜD is a German certification and inspection organization.
TÜV SÜD provides a wide range of testing, inspection, certification, and consulting services in various sectors, including automotive, industrial, energy, healthcare, and more. Their primary focus is on ensuring the safety, quality, and sustainability of products, processes, and systems.
Highest precision eliminates loopholes
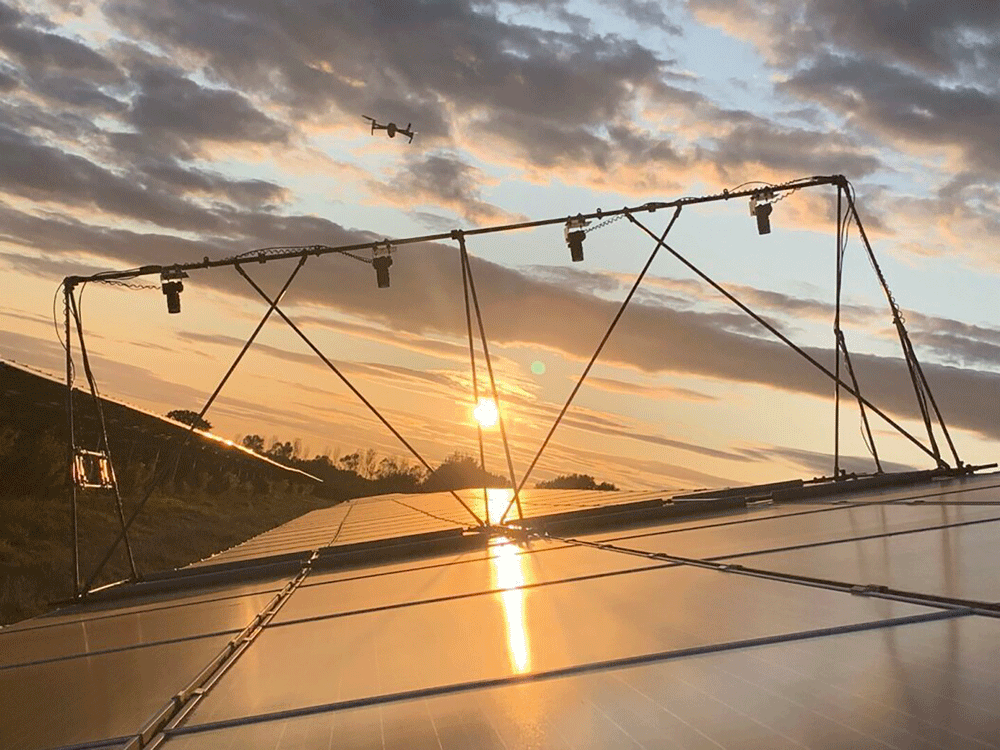
By contrast, inverse thermography, also known as reverse-current thermography, is weather- independent. It detects even the smallest defects at an early stage. In this “reversed” method, current is fed into the PV systems and the difference in temperature is measured when current flows through the cells. Drones can also be used to capture images. The only other method offering even greater detail is electroluminescence measurement (EL measurement). This method likewise involves feeding external current into the modules. Using special cameras at night, the experts then record the electromagnetic radiation at wavelengths of approximately 1,150 nm. EL measurement thus enables the experts to look inside a solar cell and identify defective bypass diodes, failed cells, micro-cracks and even performance degradation caused by light and elevated temperature induced degradation (LETID).
Conclusion
Modern test methods such as thermography enable testing and inspection to be performed during operation or outside the system’s regular service hours. EL measurement, for example, is performed at night. In addition, modern test methods do not require modules to be dismantled. The use of drones reduces the need to set up cranes or lifting platforms.
The longer a defect goes undetected, the higher the secondary costs it causes. In this case, planners and installation and maintenance companies benefit from the support provided by recognised testing, inspection, and certification (TIC) companies like TÜV SÜD. Drawing on their technical expertise and using ultramodern technical equipment, they track down safety- and efficiency-relevant defects and identify opportunities for improvement. Combining safety inspections with efficiency checks also pays off for smaller systems, particularly when they are still within the manufacturer’s or installation company’s warranty period.
Photovoltaic energy
Photovoltaic energy, commonly known as solar energy, is a renewable and sustainable source of electricity generated by converting sunlight into electrical power using photovoltaic cells (solar panels). These cells contain semiconductor materials that absorb photons from the sun and release electrons, creating a flow of electricity. Solar energy is clean, environmentally friendly, and increasingly used to power homes, businesses, and more.
It helps reduce greenhouse gas emissions and dependence on fossil fuels.
References
[1] PV Strategy, Federal Ministry for Economic Affairs and Climate Action: https://www.bmwk.de/Redaktion/DE/Publikationen/Energie/photovoltaik-stategie-
2023.pdf?__blob=publicationFile&v=4
Text: MBA, B. Eng. Stefan Veit, Head of Product and Quality Management Electrical Engineering, Team Lead Electrical/Building Technology, TÜV SÜD Industrie Service GmbH
Images: TÜV SÜD
Subscribe to the free Maintworld newsletter here!
ABB and Imperial College extend carbon capture collaboration to support future workforce and energy transition
ABB and Imperial College London signed a 10-year contract to continue their carbon capture technology partnership.
Following the agreement, ABB – a technology leader in electrification and automation – aims to prepare current students for future industrial processes, showcasing how advanced technology can optimize plant performance and enhance safety in real-life applications.
The collaboration with Imperial College grants the university access to cutting-edge control and instrumentation technology.
– Extending the partnership with Imperial College allows us to offer students practical training to prepare them for a career in industry, said Simon Wynne, Head of Energy Industries, ABB UK & Ireland.
The plant, which is spread over four floors, uses ABB Ability™ System 800xA® for distributed process control and over 250 instruments, measuring temperature, pressure, carbon dioxide and flow. System 800xA automatically controls and coordinates all aspects of the plant process, which is then visualized on displays in the ABB Control Room where students can monitor and intervene if necessary.
ABB’s Ability™ Verification for measurement devices and new Ability™ SmartMaster verification and condition monitoring platform are also being used to equip students with the skills needed to optimize instrument performance through predictive maintenance.
– When we started the partnership with ABB, the aim was to encourage more people to go into and stay in chemical engineering, said Dr Colin Hale, Senior Teaching Fellow at Imperial College London.
– One of the ways to do this was to set up this carbon capture plant so we could enthuse students to follow through on the environmental topics they have learnt previously. ABB shares this collective vision.
– During my time in the carbon capture pilot plant, I have actively participated in the operation of the process, gaining a deeper understanding of the development and application of the technology, said Yiheng Shao, fourth year undergraduate student at Imperial College London.
According to a report by S&P Global, carbon capture and storage (CCS) can help decarbonize industry, reduce emissions and reach net zero, while the Global CCS Institute said in 2022 there was a 44 percent increase in the number of CCS facilities around the world compared with the previous year.
Earlier this year, the UK Government outlined its Powering Up Britain policy. This series of net-zero pledges, including £20 billion of funding to unlock private investment and jobs in CCS, aims to deliver an energy system with cleaner, more affordable energy sources.
Subscribe to the free Maintworld newsletter here!
Bearing Lubrication 4.0: Autonomous and Smart lubrication assisted by ultrasound
It is estimated that 60-80% of bearing failures are related to lubrication. Bearing failures very often lead to unplanned downtime, which often has a significant impact on production and related equipment. This downtime is maby times very costly. Although the costs vary according to the severity of the incident and the industry in question, they do add up to production costs.
The most frequent cause of bearing failure is directly linked to lubrication, so this is a real probme. Its impact on the reliability of industrial equipment is well established! The facts show that, for many years, the lubrication of bearings has been treated more randomly than in a methodical and controlled way.
Many technicians have resorted to ‘preventive’ lubrication based on time: lubricating at a fixed period of time without any physical measurement of the bearing in order to determine whether or not lubricating is required! Every X months, a grease gun appears in front of the bearing to be lubricated and the bearings are lubricated in this way.

Manual lubrication, based solely on the manufacturer’s lubrication interval data, gives rise to at least the following two risks:
• The risk of under-lubrication increases the mechanical constraints of rotation and can be the cause of failures leading to equipment breakdowns and stoppages, as well as costly corrective maintenance.
• The risk of over-lubrication, which has been identified by a large number of studies as the main cause of premature bearing failure.
Principle of Ultrasound technology applied in lubrication :
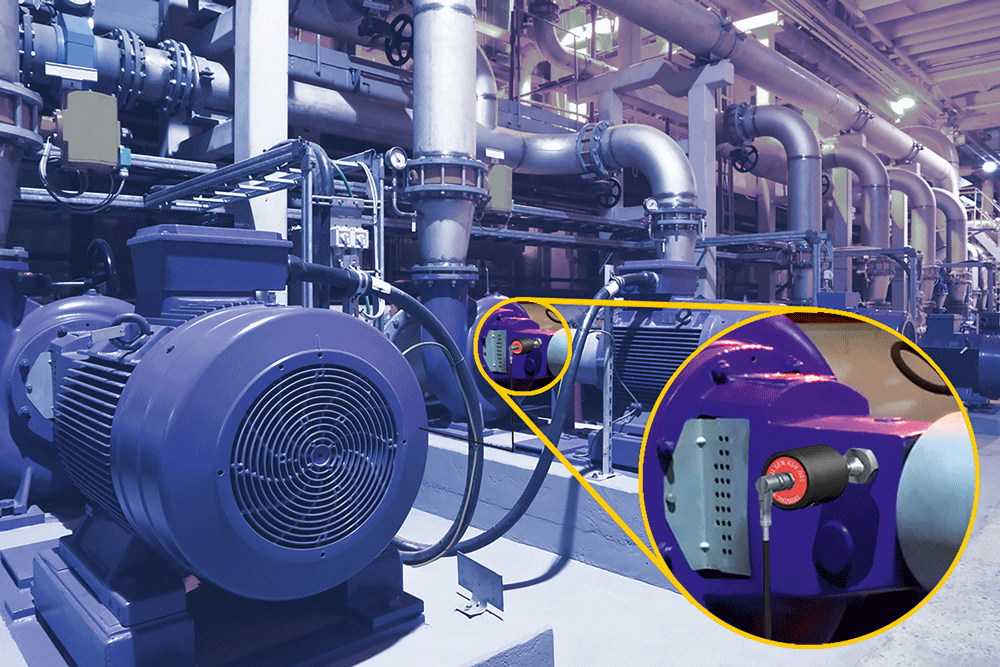
Ultrasonic technology uses specially designed sensors to detect and monitor the level of friction in bearings.
In the case of lubrication, the ultrasonic level detected by a sensor in contact with the bearing is directly linked to the friction level of the bearings. From this point onwards, the maintenance engineer responsible for lubricating bearings has two choices:
• Manual lubrication, using a simple hand-held tool to listen to the bearings during the lubrication operation;
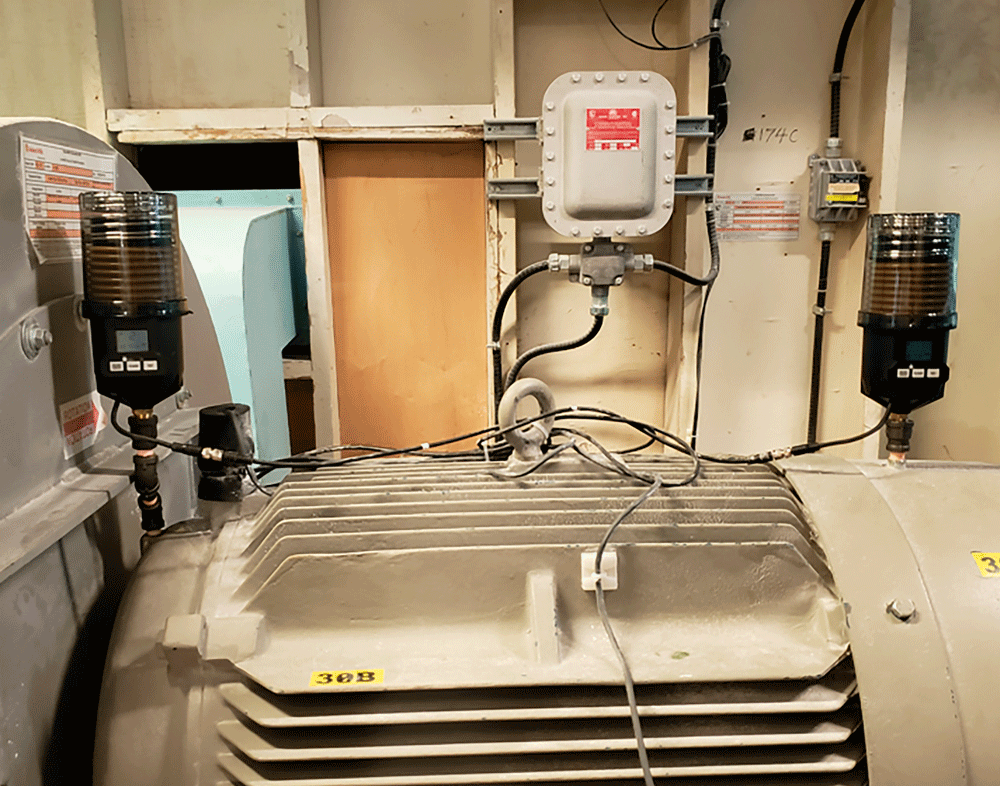
• The installation of an autonomous, ultrasonic-assisted lubrication system to carry out this operation safely, efficiently and without human intervention.
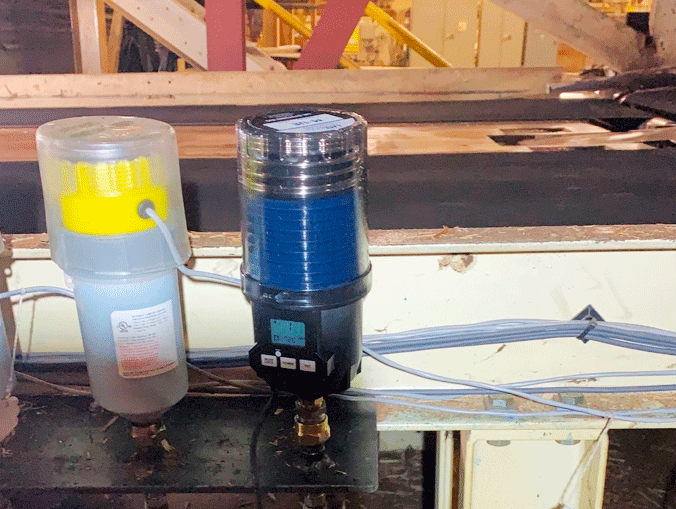
Lubrication 4.0: autonomous, ultrasound-assisted lubrication
A fully autonomous lubrication system completely replaces human intervention for lubrication operations. It is an intelligent lubrication and monitoring system, reducing bearing failures caused by poor lubrication practices by 80%.
How does it work?
Using ultrasound, this system measures bearing friction levels in real time. It enables lubrication problems and requirements to be detected at an early stage, well before the bearings are damaged.
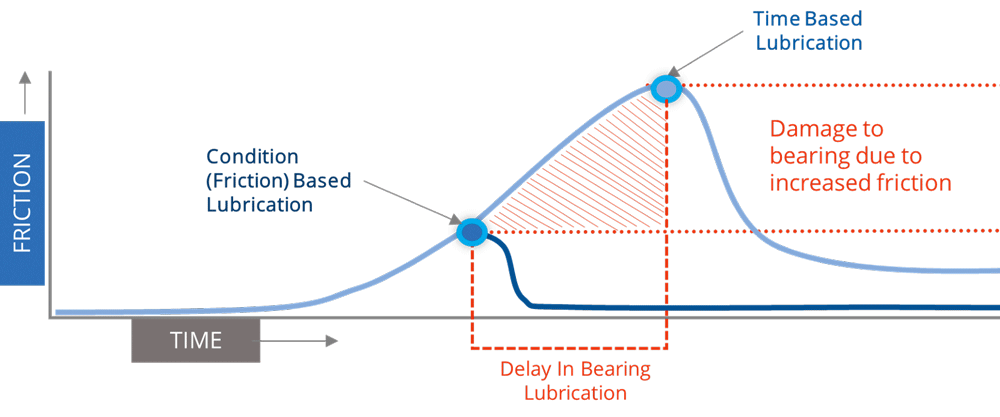
By using bearing friction as a guide, the system enables bearings that require lubrication to be precisely lubricated with the right amount of lubricant, avoiding over- and under-lubrication. As the friction level is measured continuously and in real time, even during lubrication, the system will stop lubricating on its own as soon as the friction level has dropped to its reference value.
This totally autonomous system means that only the bearings that need lubrication will be lubricated, when they need it and with the right amount of lubricant.
Ultrasonic technology for intelligent lubrication offers a number of advantages:
• Know precisely when to lubricate
• Know precisely how much lubricant to apply
• Always use the right type of lubricant
• Eliminate the risk of lubricant contamination
• Reduce lubricating time and resources
The benefits of an Ultrasound Assisted Lubrication 4.0 solution
• Easy to install and use
• Multiple connection capabilities: Ethernet, Wi-Fi, 4G,5G
• Compatibility with existing systems and software
• Identify lubricating needs early on
• Lubricate as required
• Drastically improve bearing life
• Avoid over- and under-lubricating
• Reduce lubricating time
• Reduce lubricating resources
• Reduce lubricant consumption
• Reduce failure rates
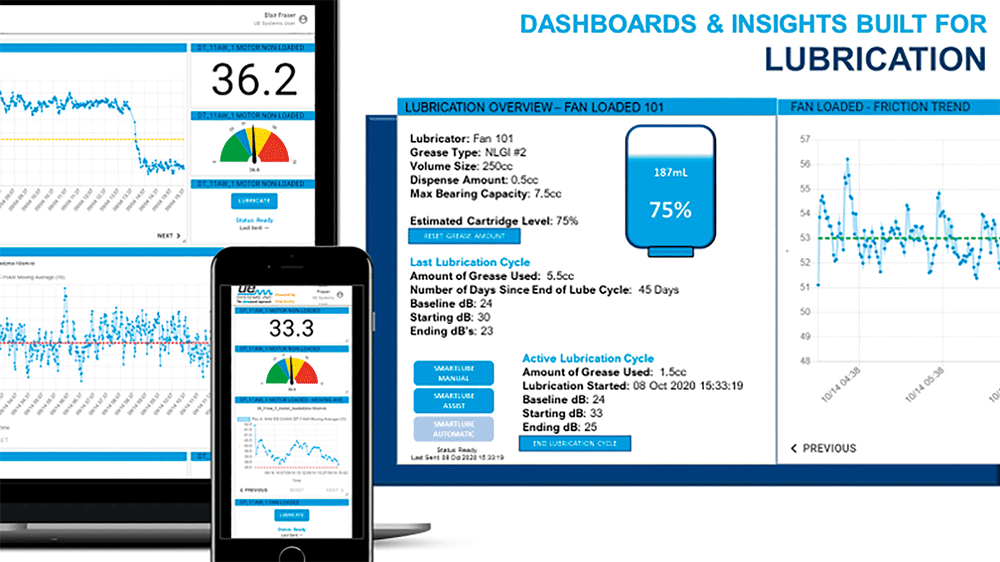
Finally, it should be noted that such a solution will provide software-based, permanent, real-time monitoring of lubrication practices. For example, for the OnTrak, we have the UE Insights: a Cloud platform for storing and monitoring remote data. This fully customisable platform stores all data relating to the condition and lubrication of bearings. It can be used to create monitoring dashboards and set alarm levels. Users can choose to use pre-configured dashboards and widgets, or create their own indicators. This is a web-based platform that requires no software installation and can be consulted from any type of device connected to the internet: desktop PC, laptop, tablet, smartphone, etc.
Conclusion
From a time-based periodic lubrication perspective, it is assumed that bearings need to be lubricated at regular, fixed time intervals. The question then becomes: how can these time intervals be established? This is often a combination of manufacturer’s data, valid for general cases, or for bearings mounted on manufacturer’s test benches, and approximations based on empirical experience of the same type of equipment.
By using ultrasonic technology, lubrication technicians will be able to know which bearings to lubricate, when to lubricate them and how much lubricant to use.
These three pieces of information, especially if delivered in real time and for each bearing to be lubricated, will make it possible to considerably improve lubrication practices, reduce lubrication times and the ammount of lubricant consumed, as well as drastically reducing bearing breakdown rates.
Text: Peter Boon, Product Specialist, UE Systems Images: UE Systems
Subscribe to the free Maintworld newsletter here!
Mastering Ultrasound Monitoring with the CONMONSense Sensor Range: A Breakthrough in Asset Reliability
For industrial maintenance and condition monitoring practitioners, precision and reliability are paramount. The SDT CONMONSense range of sensors is a game-changing solution, opening up a new era of ultrasound monitoring. With advanced technology and unparalleled features, these sensors provide a consistent, robust, and cost-effective means of tracking the health of your critical assets.
The Power of Ultrasound in Your Hands
The CONMONSense sensors are part of the SDT Ultrasound Solutions product family, introducing a set of heterodyned ultrasound sensors with a unique capability to detect vibroacoustic phenomena in the air or through solid mediums. What sets these sensors apart is their ability to provide direct audible signals, eliminating the need for specialized SDT handheld devices with higher sampling rates. This simplifies the monitoring process, making it more efficient and readily implementable in your organization.
Embedded with analog electronics, the CONMONSense sensors perform the heterodyne process within the sensor itself. This design not only ensures compatibility with existing acquisition systems (with standard outputs) but also fine-tunes the sensor’s response, making it easier to connect and integrate into your monitoring infrastructure.
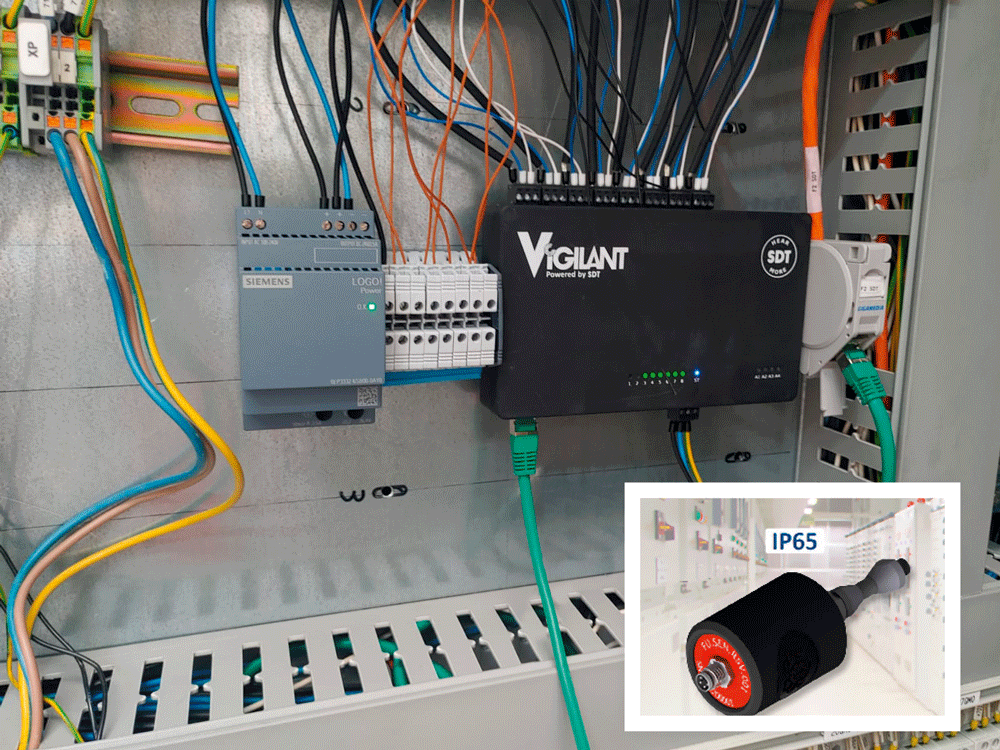
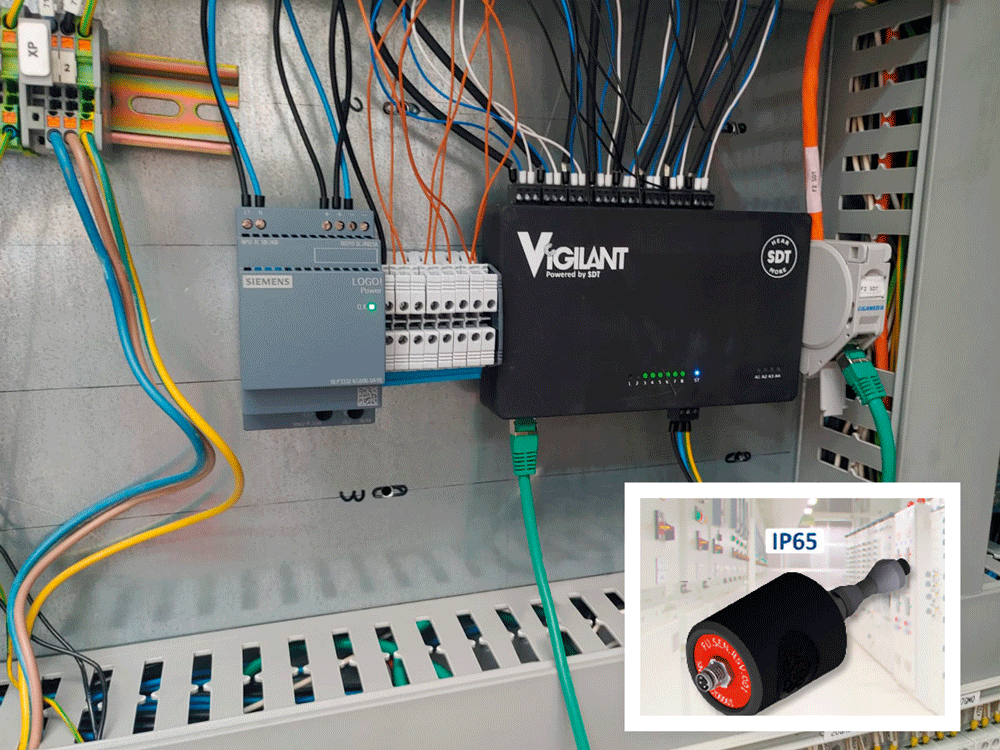
With a typical band-pass frequency range between 250 Hz to 4kHz, these sensors convert ultrasound signals into audible form, optimizing them for the human ear. The standardized analog outputs are easily interfaced with a wide range of acquisition systems, including the SDT VIGILANT, offering users the flexibility to choose between AC (signal) and DC (RMS only) modes, tailored to their specific applications.
Versatile Designs for Diverse Environments
The CONMONSense sensors come in contact and airborne designs, each addressing specific measurement needs. Their robust build ensures they can be installed in the most challenging environments, boosting reliability while reducing downtime and maintenance costs. The contact sensors are ideal for continuous monitoring of critical assets like bearings, valves, steam traps, and hydraulic systems.
In contrast, the airborne sensors, with varying IP ratings (IP65 and IP40), are tailored to accommodate the constraints of your specific environment, including inspecting electrical systems.
In other words, they can be employed for monitoring assets suffering from abnormal friction, impact, and turbulence, which are telltale signs of distress or product quality issues. Whether you’re monitoring the health of valves, steam traps, hydraulic systems, or even deploying ultrasound-driven lubrication, these sensors are your go-to solution.
But the real beauty of CONMONSense sensors is their ability to be permanently installed on your most critical assets. For example, you can use CONMONSense Airborne sensors to monitor potential partial discharge in electrical cabinets, adding a layer of safety and security to your operations.
Exceptional Signal Measurement Capabilities
While the CONMONSense sensors share similarities with the SDT handheld device-compatible sensors, they stand out in terms of their signal measurement capabilities. The embedded electronics in the CONMONSense range enable advanced compatibility but have certain limitations when measuring weak signals. In cases where you need to acquire faint signals, sensors dedicated to SDT handheld instruments might be preferable, as they offer more capabilities in measuring weak signals.
Discover the Power of Analog Sensors
Analog sensors are pivotal in industrial applications, as they capture and transmit information in the form of electrical signals. The CONMONSense sensors offer a range of popular analog outputs, including 4-20 mA, 0-10 V, and IEPE. These outputs are compatible with acquisition systems equipped with voltage and/or current channels, making them highly versatile and cost-effective.
In industrial applications, electrical noise can be a significant concern. The 4-20 mA output standard, embraced by the CONMONSense sensors, excels in such scenarios. Its high immunity to electrical noise ensures accurate and consistent readings over long distances, even in harsh industrial environments where other signal types may falter.
Two Distinct Output Modes: Dynamic (AC) and Static (DC)
CONMONSense sensors are designed to provide both dynamic (AC) and static (DC) output modes. The dynamic mode delivers a continuous signal that oscillates around a bias voltage (in the case of voltage output) or bias current (in the case of current output). This signal, sampled at a minimum rate of 10 kHz, can be further post-processed and analyzed to extract valuable information about the health of the asset being monitored. Spectral transformation techniques such as FFT or envelope FFT can highlight the most prominent frequencies and their amplitudes in a signal. On the other hand, statistical indicators like RMS (Root Mean Square), Peak Value, and Crest Factor are employed for tracking trends and triggering alarms.
In the static mode (DC output), CONMONSense sensors provide RMS values representing ultrasound energy in the band-pass frequency. While this mode doesn’t offer the same level of detailed information as the dynamic mode, it is valuable for tracking changes and trends over an extended period, making it an excellent tool for proactive maintenance.
Selecting the Right Sensor
The choice between dynamic and static modes largely depends on your acquisition system’s specifications and capabilities. A minimum sampling rate of 10 kHz is essential to avoid aliasing phenomenon and loss of information in the dynamic mode.
The Benefits of the CONMONSense Sensors Range
They are numerous:
• Ultrasound Measurement Simplified: Experience the easiest way to measure ultrasound signals, converted into audible form, and compatible with conventional acquisition systems.
• Enhanced Efficiency: Real-time and accurate data provided by CONMONSense sensors allow businesses to optimize processes, reduce waste, and enhance productivity.
• Cost Savings: With affordability and extended compatibility, these sensors help organizations reduce operational costs and increase profitability.
• Data-Driven Decision Making: These sensors provide valuable insights for informed decision-making and proactive maintenance strategies.
• Scalability: With a complete range of options, CONMONSense sensors can easily integrate into existing systems, enabling scalable deployment across different industries and applications.
• Simplified Implementation: User-friendly interfaces and comprehensive documentation make installation and configuration a breeze, giving a “sixth sense” to your installations.
In conclusion, SDT CONMONSense sensors are a technological marvel in the world of condition monitoring. Their advanced features, versatile design, and easy integration with existing systems make them a vital asset for organizations aiming to improve asset performance, reduce maintenance costs, and enhance reliability. The precision and consistency offered by these sensors empower you to take control of your assets’ health and ensure the continued success of your operations.
Download the CONMONSense Brochure by scanning the QR code below.
Text: Gauthier Ghislain, Marketing and Communication Assistant, SDT Ultrasound Solutions
Images: SDT Ultrasound Solutions

Subscribe to the free Maintworld newsletter here!
Understanding casing distortion
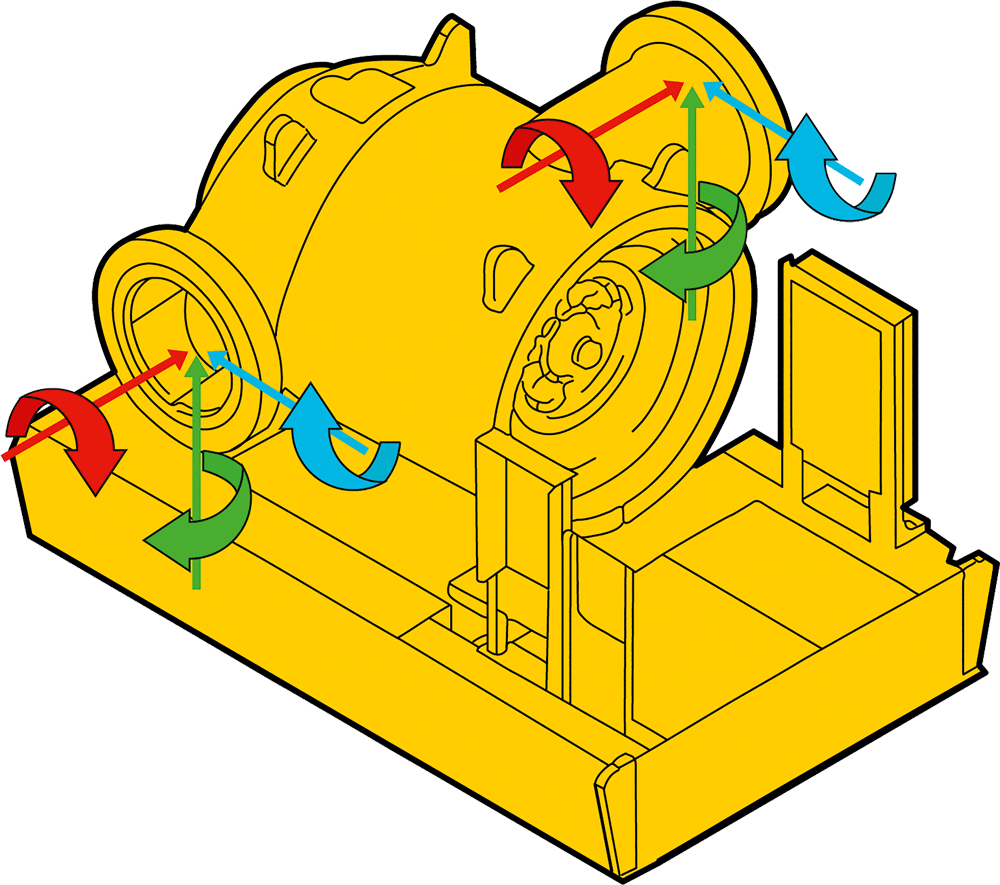
One of the most critical issues affecting rotating machines is casing distortion. This article delves into what casing distortion means, how it impacts machine performance, and why it is essential to address it in order to achieve reliable operation.
Casing distortion is not only one of the biggest problems for rotating machinery, but is also a very common one. But what does it actually mean? To explain it, we can use the famous analogy of a rocking table in the restaurant. This is a situation everybody can relate to. Due to an uneven floor or bad construction of the table, there is space under one leg which makes the whole table rock from one side to another. It is a problem that is easy to solve, just use a few napkins and the table will stay still.
The same happens when placing rotating machinery on a foundation that is not flat. Most rotating equipment is designed to be installed on a flat surface. At the manufacturer site, all machine feet are milled to be in a perfectly flat plane. When placing the equipment on a non-flat foundation or uneven sole plates, it will reproduce that rocking situation we just mentioned. That is what we call “soft foot”.
Tiny clearances, big impact
Rotating equipment consists of many parts: rotors, shafts, bearings, mechanical seals, impellers in compression chambers, just to mention a few. And these all have very small internal clearances. If a machine is bolted down on an uneven surface, the forces applied on the machine feet will change the casing geometry. As a result, these clearances will quickly change.
To fix a soft foot condition, is necessary to compensate everything above 0.05 mm. That is not much, if you consider the fact that the thickness of a human hair is between 0.06 mm to 0.08 mm! This is how little it takes to convert our new or newly overhauled machine into a victim of casing distortion.
Pipe connection issues
Another possible cause for casing distortion is pipe strain. Pipe strain can occur when the pipes are wrongly fabricated, and the connection flanges are not aligned. It can also be that the pipe supports are too high or too low, which creates large gaps between the connections. A common solution for this is to force them together, which will result in what we call nozzle load. This too will put a lot of stress on the machine casing. (The OEM will specify the allowed nozzle load on the equipment.)
The long-term consequences
So what kinds of problems can you run into if casing distortion occurs? Previously we mentioned the internal parts of rotating machinery, such as shafts. How do they get affected?
Well, shafts have mounted bearings to carry the rotating motion, and these bearings operate under designed loads. When casing distortion occurs, the shafts are put under strain and their positions change. That will affect the bearings by changing their designed load, and the rolling elements inside the bearing will move from designated race way. This is something that will seriously affect lubrication. The rolling elements of the bearing will push away the lubrication since there will be no space for it.
Heat will build up and produce more thermal expansion of internal components, which will gradually reduce their gap until, inevitably, failure occurs. (Changing the designed loads in the bearings will reduce bearing life by as much as 50%.)
Ensuring proper installation can make the difference between smooth operation and unexpected failure. As we have seen, all it takes is a minor gap to throw your machinery off balance. When it comes to rotating equipment, precision is a necessity.
Text: Roman Megela, Senior Reliability Engineer, Easy-Laser AB
Images: Easy-Laser AB
Subscribe to the free Maintworld newsletter here!
From Breakdowns to Breakthroughs: The Transformative Impact of Preventative Maintenance in Construction
The construction industry is the backbone of infrastructural development, and the machinery and equipment used in this sector play a pivotal role in ensuring projects are completed efficiently and on time. However, one of the most significant pain points in the construction industry is the frequent breakdown and inefficiency of equipment. These breakdowns not only lead to project delays but also escalate costs. Enter preventative maintenance – a proactive approach that addresses these challenges head-on, ensuring the longevity and efficiency of machinery.
What is Preventative Maintenance in Construction?
In the intricate tapestry of the construction industry, preventative maintenance stands out as a pivotal practice, underpinning the operational longevity and efficiency of critical machinery. It encompasses a systematic regimen of inspection, detection, rectification, and proactive measures to stave off potential equipment failures before they burgeon into tangible issues. This methodology transcends the rudimentary act of merely repairing a malfunctioning machine; it delves into a rigorous, routine-based examination and servicing paradigm, ensuring machinery remains in pristine working condition, thereby preventing unforeseen breakdowns.
Take, for example, a towering crane, an indispensable asset in a construction site’s arsenal. Rather than adopting a reactive stance and awaiting an inevitable malfunction, preventative maintenance adopts a proactive approach. This involves meticulous scrutiny of its intricate components, including cables, pulleys, and hydraulic systems.
The construction industry is the backbone of infrastructural development.
Activities such as lubrication, calibration of loose parts, replacement of components exhibiting wear and tear, and periodic software updates (if the machinery is digitally integrated) are integral to this regimen. According to a study by the Construction Equipment Management Program, regular preventative maintenance can enhance equipment life by up to 60%. Such a methodical and sophisticated approach not only ensures that the crane operates at its zenith of capacity but also significantly diminishes the probability of unanticipated operational downtimes, which can have cascading repercussions on project timelines and costs.
The Benefits of Using Preventative Maintenance in Construction
Significant Cost Savings in Many Areas of The Business In the intricate world of construction, where financial margins are often razor-thin, the role of preventative maintenance stands out as a beacon of fiscal responsibility. At first glance, the outlay for regular equipment upkeep might appear as an added expenditure. However, delving deeper into the financial matrix reveals a different narrative.
Unplanned equipment breakdowns, often resulting from neglect, can lead to exorbitant repair costs. According to the National Research Council, the financial implications of such reactive maintenance can be up to nine times more than a well-planned preventative approach. Beyond the direct repair expenses, the ripple effects of these breakdowns, such as project delays and potential contractual penalties, further strain project budgets.
Moreover, the longevity of machinery is intrinsically tied to its maintenance regimen. By investing in preventative care, construction firms can significantly defer the hefty capital outlays associated with equipment replacement. Research from the Construction Industry Institute underscores this, suggesting that machinery under a preventative maintenance umbrella can see its operational life extended by 20-40%. This elongation represents not just a delay in replacement costs but also ensures that the equipment operates at peak efficiency, leading to reduced operational costs.
Preventative maintenance stands out as a pivotal practice, underpinning the operational longevity and efficiency of critical machinery.
In summation, the financial wisdom of preventative maintenance in the construction sector is evident. While there’s an upfront cost, the long-term savings, both direct and indirect, make it an indispensable strategy for firms aiming for fiscal prudence and project success.
The Role of Preventative Maintenance in Ensuring Equipment Longevity in Construction In the construction realm, equipment longevity is not just a financial asset but a cornerstone for seamless operations and sustained business growth. At the heart of this longevity lies preventative maintenance—a proactive approach that ensures machinery not only endures but operates at its zenith, bringing manifold strategic benefits to construction entities.
Central to these benefits is the consistent operational efficiency that well-maintained equipment guarantees. The Construction Industry Institute underscores this, highlighting that machinery under a rigorous preventative maintenance regimen retains a vast majority of its operational prowess throughout its lifecycle. This directly translates to projects adhering to their timelines, fortifying a company’s reputation for reliability and punctuality.
Equipment longevity is not just a financial asset but a cornerstone for seamless operations and sustained business growth.
Additionally, the stability offered by equipment longevity, courtesy of preventative maintenance, means that operators gain in-depth familiarity with their machinery. This continuity ensures that operators master their equipment, leading to optimized performance and minimizing errors—a crucial edge in an industry where precision is non-negotiable.
Lastly, preventative maintenance not only ensures the equipment’s operational longevity but also preserves its intrinsic value. When the juncture arises to upgrade or divest, equipment that has been consistently maintained through preventative measures commands a premium in the secondary market, testifying to the enduring value of preventative care in the construction sector.
Enhanced Safety as a Result of Well-Maintained Assets In the construction sector, where the interplay of machinery and manpower is constant, safety remains paramount. Preventative maintenance emerges as a critical strategy to address the inherent risks, ensuring that equipment functions optimally and safely, thereby safeguarding the workforce.
The Occupational Safety and Health Administration (OSHA) has highlighted equipment-related incidents as a significant contributor to on-site injuries. However, the proactive approach of preventative maintenance can mitigate these risks. A study by the National Safety Council underscores this, revealing that up to 70% of machinery-related accidents could be averted through timely inspections and consistent maintenance. This proactive approach ensures that potential equipment malfunctions are identified and rectified before they escalate into safety hazards.
Moreover, the Bureau of Labour Statistics notes that the construction domain experiences a higher rate of fatal work injuries than many other sectors. Equipment malfunctions, unfortunately, play a pivotal role in these statistics. By integrating preventative maintenance into their operational protocols, construction firms can substantially diminish these incidents. This not only protects the workforce but also reinforces the company’s commitment to safety.
By proactively ensuring the health and efficiency of equipment, construction companies can create a safer environment for their employees, reduce potential liabilities, and deliver projects that stand as testaments to both quality and safety.
Environmental Benefits
The construction industry, with its heavy reliance on machinery and equipment, has a significant environmental footprint.
However, preventative maintenance emerges as a potent tool in mitigating these environmental impacts, offering benefits that extend beyond mere operational efficiency.
• Reduced Fuel Consumption: Machinery that undergoes regular preventative maintenance operates at its peak efficiency. According to the U.S. Department of Energy, well-maintained equipment can reduce fuel consumption by up to 10-15%. This not only translates to cost savings but also means fewer fossil fuels are burned, leading to a reduction in greenhouse gas emissions.
• Decreased Emissions: Emissions from construction equipment, particularly older models, can be a significant source of air pollution. The Environmental Protection Agency (EPA) notes that preventative maintenance, including timely oil changes, filter replacements, and engine tune-ups, can reduce emissions by up to 40%. This plays a crucial role in improving air quality, especially in urban areas where construction activities are frequent.
• Waste Reduction: Preventative maintenance also means fewer parts replacements and less waste. A study by the Construction Industry Research Board found that regular equipment checks can reduce waste from worn-out parts by up to 50%. This not only conserves resources but also reduces the burden on landfills.
• Resource Conservation: Efficient machinery requires fewer resources, from lubricants to replacement parts. The International Journal of Construction Management highlights that preventative maintenance can lead to a 20% reduction in the use of ancillary materials, further diminishing the industry’s environmental impact.
• Noise Pollution: Well-maintained equipment tends to operate more quietly, reducing noise pollution—a significant concern in urban construction sites. The World Health Organization has identified noise pollution as a major environmental health risk, and by ensuring equipment operates smoothly through preventative maintenance, construction companies can contribute to quieter, more liveable urban environments.
Preventative Maintenance as Part of a Comprehensive Maintenance Strategy
While preventative maintenance offers numerous benefits, it should not be viewed in isolation. Instead, it should be a part of a comprehensive maintenance strategy that also includes corrective maintenance (fixing things when they break down) and predictive maintenance (using data analytics to predict when a machine might break down). By integrating preventative maintenance into a broader strategy, construction companies can ensure that their equipment is always in the best possible condition, leading to efficient operations and successful project completions.
In Conclusion
The integration of preventative maintenance into a holistic maintenance strategy, encompassing both corrective and predictive maintenance, is emblematic of a forward-thinking, responsible, and sustainable approach to construction. Such a comprehensive strategy not only ensures the optimal performance of equipment but also safeguards the well-being of workers, the environment, and the broader community.
In the ever evolving and competitive arena of construction, companies that prioritize and invest in preventative maintenance position themselves at the forefront, setting industry standards and paving the way for a safer, more efficient, and environmentally conscious future. In essence, preventative maintenance is not merely an operational choice but a defining pillar for construction entities aspiring for excellence, sustainability, and enduring success.
Text: Charlie Green, Senior Research Analyst at Comparesoft Images: stockphoto
Subscribe to the free Maintworld newsletter here!
Best practices for storing electric motors
Storing an electric motor for more than a few weeks involves several steps to ensure it will operate properly when needed. For practical reasons, these are governed by the motor’s size and how long it will be out of service. Factors like the temperature, humidity and ambient vibration in the storage area also influence the choice of storage methods–some of which may be impractical for smaller machines or need to be reversed before the motor goes into service. With these things in mind, here are some common recommendations for storing motors.
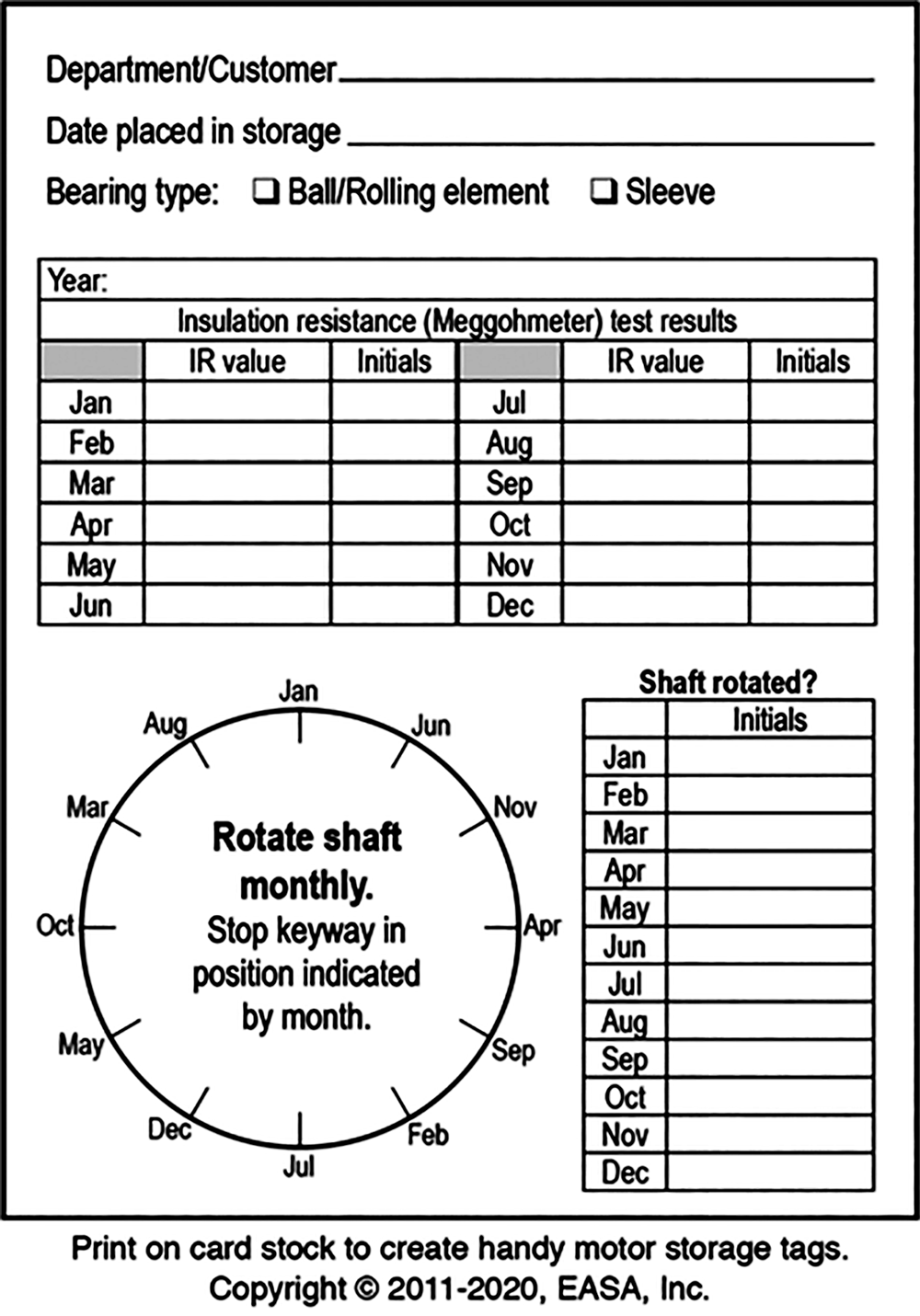
Good, readily available records are essential for any motor storage program. One method is to attach a form like that in Figure 1 to each motor to document the storage dates, maintenance procedures completed, and the results of all tests performed during the storage period.
For motors in long-term storage, a good practice is to replace the form annually (or at other designated intervals). Store electronic copies of the previous forms for future reference, or simply keep them in an envelope attached to the motor.
Storage conditions
Short-term storage. Motors that will be in storage for just a few weeks primarily require protection from the weather (see “Indoor storage” and “Outdoor storage” below) and ambient vibration (more on this later).
Long-term storage. Motors slated for several weeks to several years in storage and all above-NEMA size machines require additional preparations to protect their machined surfaces, bearings and windings.
Indoor storage. If possible, store motors indoors in a clean, dry area. Place horizontal machines in a horizontal position and vertical motors in a stable vertical position.
Unless the storage area is climate controlled, prevent condensation from forming inside the motor by energizing the space heaters (if supplied) to keep the windings 5-10°C (10-20°F) above the ambient temperature. (For other ways to prevent condensation, see “Special care for windings” below.)
Outdoor storage. Don’t! Seriously, if a motor is too large to store indoors, it is likely to be a very expensive machine. It’s worth the cost to construct an enclosed storage facility. When outdoor storage is absolutely necessary, protect the motor with a waterproof cover (e.g., a tarp), allowing a breathing space at the bottom. Wrapping it tightly in plastic and placing it outdoors will cause condensation to form inside the motor due to the temperature extremes and humidity.
Outdoor storage also requires preventive measures to keep out rodents, snakes, birds or other small animals that can damage the winding insulation. If insects are prevalent, keep them from blocking ventilation and drain openings by loosely wrapping the motor and covering all openings.
Shafts and machined surfaces
Apply a viscous rust/corrosion inhibitor (e.g., LPS2, Techtyl 502C or RustVeto) to exposed machined surfaces and sleeve bearings, allowing it to remain intact throughout the storage period. In humid and rainy/snowy environments, have the service center paint as much of the motor’s interior surface as practical, and coat the windings with a topical fungicide in tropical environments. (Note: Disassemble the machine and inspect the sleeve bearings before placing it into service.)
Bearing protection
Grease-lubricated motors. For long-term storage, completely fill the bearing cavities with compatible grease to prevent rust and corrosion staining that can occur if moisture collects between the balls and races.
Oil-lubricated motors. Do not ship or move these motors with oil in the reservoir. After placing the motor in storage, fill the reservoir with enough oil to cover the bearings but without overflowing the stand tube or labyrinth seal. Fill sleeve bearing machines to just below the labyrinth seal and vertical motors to the “max fill” line.
The oil should contain a rust and corrosion inhibitor and be moisture free. Check it every three months by drawing a sample from the drain. Since water weighs more than oil, any moisture will be evident.
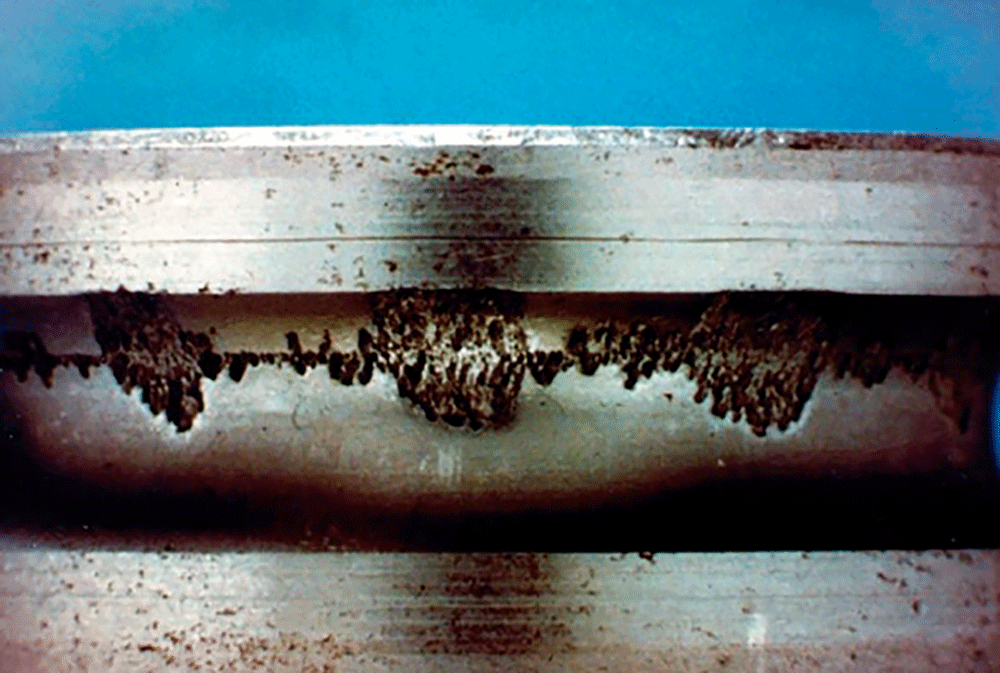
Ambient vibration. This can damage motors, even when they are not rotating. Proximity to rail lines, busy roads, and/or production floors can all contribute to the ambient vibration. Even low-magnitude vibration, over time, can damage bearings while they are stationary–e.g., false brinelling (see Figure 2). Solutions vary. For example, one mill that had ambient vibration from nearby machinery stored its motors on scrapped conveyor belting.
False brinelling damages the bearing race at uniform intervals matching the spacing of the rolling elements. Although the damage initially may appear slight or even invisible to the naked eye, it often progresses rapidly once the motor is in service.
Shaft rotation. Turning the motor’s shaft at least monthly during long-term storage redistributes lubricant on machined surfaces to inhibit corrosion. Motors with ball or roller bearings also benefit from monthly rotation, since the rolling elements stop in different positions each time. Larger, 2-pole machines require more frequent attention than smaller (NEMA-frame) machines.
Motors with spring-loaded spherical bearings are more difficult to turn, but they still require manual rotation to coat the bearings with oil. With sliding plate (i.e., Kingsbury) bearings, lift the shaft before rotating it–from below with a short jack and a bearing ball centered on the shaft, or from above with an overhead crane and eyebolts. To avoid bearing damage, be careful not to lift the shaft more than a few mils.
Machines with heavy rotors and long frames in ratings of about 2000 hp (1500 kW) and larger sometimes require more frequent (weekly) rotation to prevent shaft bowing caused by the weight of the rotor. As an extreme example, power plants often keep large turbine generators rotating slowly all the time to prevent sag. While it is uncommon, removing and vertically suspending the rotors of very large critical machines also can prevent sagging.
TIPS FOR TRACKING IR TEST RESULTS
Attach a card to each motor and record the IR, temperature and date of each test.
TIPS FOR ROTATING THE SHAFT
Rotating the shaft keyway position in 150-degree increments every month makes it easy to spot a neglected motor. If you visualize a clock face, each increment represents 5 hours: For example, if the keyway position for September is 12:00, October will be 5:00, November will be 10:00, and so on. This puts the rolling elements in a different position each time and avoids rocking the rotor back and forth between just two positions (see Figure 1).
TIPS FOR OIL-LUBRICATED MOTORS
Never move a motor with oil in the reservoir. If oil sloshes over the stand tube, it could contaminate the windings or even initiate capillary action that can siphon oil from the chamber. Before putting the motor into service, always drain the oil and replace it with compatible lubricant. (Drain it. Move it. Refill it.)
Special care for motor windings
Methods for preventing condensation. Motor windings must stay clean and dry to keep the insulation from degrading. Unless the storage area is climate controlled, condensation can form in the motor if the temperature of the winding dips below the dew point. As mentioned earlier, the usual way of avoiding this is to keep the winding 5-10°C (10-20°F) above ambient temperature.
If the motor has space heaters, energize them while it is in storage; if not, add them. Another option is to use the windings as a resistance heater by supplying low-voltage DC current (approximately 8-12% of rated amperage). An energy-saving alternative is to lower the dewpoint of the storage room with a dehumidifier.
Insulation resistance (IR) tests. Measure and record the IR of the winding(s) before storing a motor even a few weeks, and again just before putting it in service (see Figure 3). Correct all IR readings to a standard temperature and address any decrease in IR before installing the motor. If a motor will be in storage for a long time, take IR readings annually.
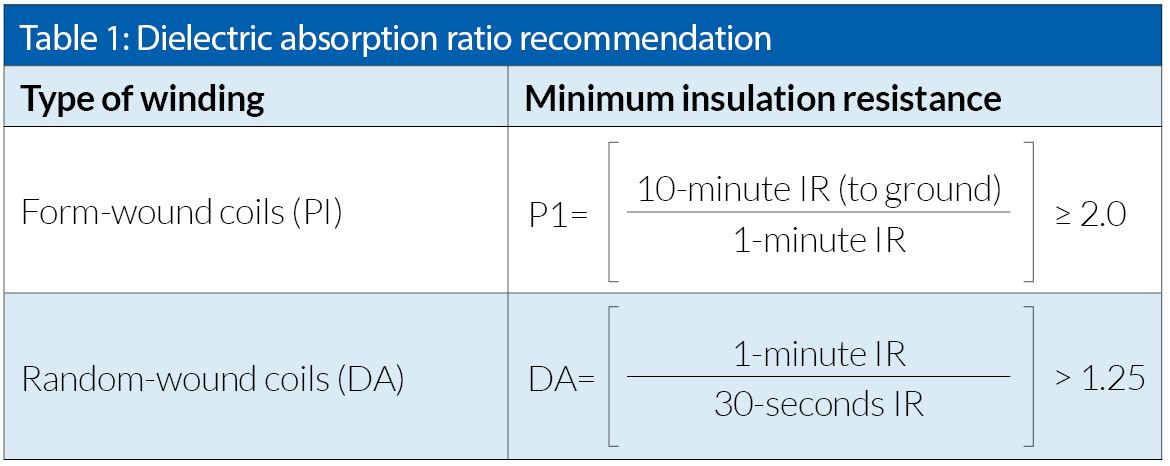
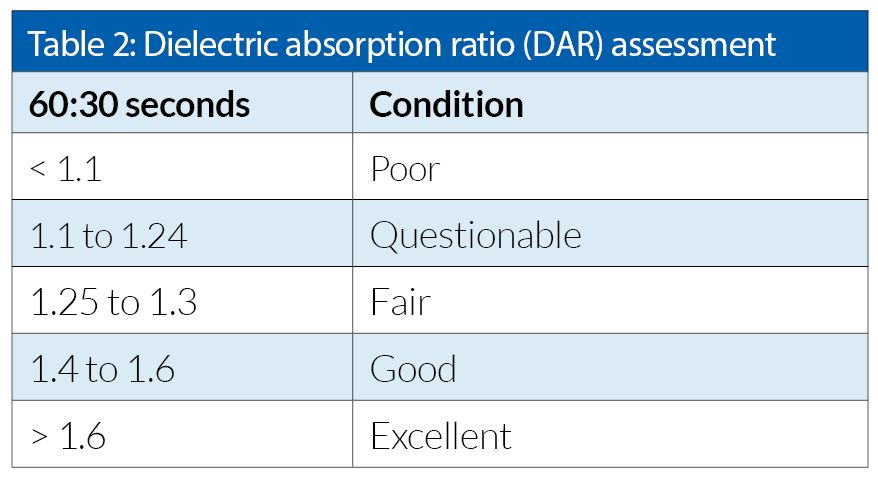
Polarization index (PI) and dielectric absorption ratio (DAR) tests. For form coil windings, conduct a PI test in addition to the IR test. The PI test variables skew results for windings with lots of exposed conductor surface area, so use the DA ratio test for random windings and DC armatures (see Tables 1 and 2).
If the windings need to be cleaned and dried, measure the IR again. If it is greater than 5000 megohms, disregard the PI (see IEEE 43); otherwise, recalculate the PI.
Insulation resistance (IR) tests. Measure and record the IR of the winding(s) before storing a motor even a few weeks, and again just before putting it in service (see Figure 3). Correct all IR readings to a standard temperature and address any decrease in IR before installing the motor. If a motor will be in storage for a long time, take IR readings annually.
Polarization index (PI) and dielectric absorption ratio (DAR) tests. For form coil windings, conduct a PI test in addition to the IR test. The PI test variables skew results for windings with lots of exposed conductor surface area, so use the DA ratio test for random windings and DC armatures (see Tables 1 and 2).
If the windings need to be cleaned and dried, measure the IR again. If it is greater than 5000 megohms, disregard the PI (see IEEE 43); otherwise, recalculate the PI.
Carbon brushes
DC machines, wound-rotor motors and some synchronous machines have carbon brushes. For long-term storage, lift the brushes away from the commutator/slip rings to prevent a chemical reaction (sometimes called “photographing”) that can discolor the underlying commutator or slip ring. When practical, store the springs in the relaxed state to prevent a gradual loss of spring pressure.
Putting the motor into service
To ensure proper operation when removing a motor from storage and putting it into service, perform the following:
- Use compressed air to clean the outside of the motor, and visually inspect it.
- Assess the condition of the insulation system by measuring the IR with a megohmmeter.
- Oil-lubricated motors:
- Drain the oil before moving the motor to the installation site.
- If there is water in the oil, check for and replace any rusty bearings.
- If sleeve bearings received a protective coating, disassemble the machine and clean the bearings with an appropriate solvent before putting the motor into service.
- Fill the oil reservoir to the correct running level after installing the motor.
- Grease-lubricated motors:
- Moisture in the grease usually indicates rust-damaged bearings that need replacement.
- After several years in storage, the grease probably will be hard and the drainpipe will be plugged; usually it is best to disassemble the motor, remove the old grease and repack with fresh, compatible lubricant.
- Run the motor 10-20 minutes without the drain plug to purge excess grease.
- Vibration and alignment:
- If the storage area has ambient vibration, inspect and replace damaged bearings before installing the motor.
- After installing and aligning the motor, document the uncoupled baseline vibration levels; check the levels again after a week or two of service.
- For motors with rolling element bearings, check for bearing fault frequencies in the vibration spectra.
- On large machines that are susceptible to shaft sag, monitor the vibration levels during startup to avoid catastrophic damage.
High-cost machines obviously justify more precautions than inexpensive, readily available motors. What is not always apparent is that some “smaller” motors are equally important to production and can have enormous consequences if they fail.
References
IEEE Std. 43-2013: Recommended Practice for Testing Insulation Resistance of Electric Machinery. Institute of Electrical and Electronics Engineers, Inc. New York, NY, 2013.
Text: Chuck Yung, senior technical support specialist at EASA, Inc., St. Louis, MO USA Images: EASA, stockphoto
Subscribe to the free Maintworld newsletter here!
Make Gas Detection a Pillar of your ESG Strategy

Robust environmental, social and governance (ESG) policies have become integral to day-to-day operations. Functioning as more than just a risk management exercise, ESG is not something that modern companies can afford to neglect. From investors using ESG strategies to evaluate potential investments to assuring the public that they are acting responsibly, companies that prioritise their ESG goals demonstrate that they care about their people and the planet and may also enjoy greater profits, as data shows that those with long-established ESG policies have outperformed their competitors.[1]
Understandably given the current international focus on sustainability, the environmental part of ESG policies can at times feel like it has received the lion’s share of attention. With more sustainable business operations increasingly under the spotlight, controlling greenhouse gases and other harmful emissions represents an eye-catching way for companies to show that they are making a difference, and a wide range of technologies have been developed to help achieve these goals.
But it is important to remember that environmentalism is just one pillar of any effective ESG strategy. While requirements like workplace safety may not get the same attention in the media, they are just as important for demonstrating ESG credentials. Any company operating today needs measures in place for protecting their employees – and this starts with achieving a healthy working environment.
A breath of fresh air
Air pollution is one of those issues where it can be difficult to see the consequences until it is too late. Air quality is one of the leading causes of death worldwide and is linked to conditions like lung cancer and dementia. In the UK alone, up to 36,000 deaths are attributed to long-term exposure to air pollution each year.[2]
From industrial gases to harmful particles like black carbon, ammonia, nitrates, and sulphates, the list of pollutants that workers may be exposed to through accidental leaks is extensive. When such a leak occurs, the ensuing threat to wellbeing requires immediate action to prevent catastrophe.
Not only can leaks cause death or other long-term health conditions, businesses that are seen to be complacent in this area risk regulatory penalties and reputational damage. What’s more, they may end up losing ground in a competitive market. Investors frequently use ESG compliance to evaluate potential investments, and companies that are seen as uncaring about the environment or employee health and wellbeing could become a PR disaster, and so represent a risky investment.
However, addressing this problem can be easier said than done. Gas leaks are by nature accidental, and many of these substances are colourless and odourless, rendering them impossible to detect without specialist equipment. Taking pollutants out of the air therefore requires companies to start improving their data.
Information is the key to identifying and addressing problems before they become a serious threat to employee health and wellbeing. Early detection can enable companies to address leaks before the threat becomes severe, informing preventative maintenance strategies, safeguarding employee health, and protecting a business’s reputation. Actively monitoring for dangerous gases should therefore be the first step towards mitigating the risk that is posed.
Collecting this information requires companies to have access to intelligent sensing technology. Without these systems in place, businesses lack the data they need to inform their ESG policies, preventing them from effectively protecting their people.
The case here is clear: in today’s workplace, gas detection systems are no longer just ‘nice to have’. This technology is essential for protecting employee health and should form a core part of any worthwhile ESG strategy.
Making the right choice of equipment
Thankfully, modern sensor technology means industry professionals have access to a broader range of gas detection systems than ever. These technologies, once limited to specialist applications, are becoming increasingly affordable and accessible, and are bringing connected gas detection to a wide range of sectors.
This range of choices means that when selecting a gas detector, organisations must consider what is right for their business. Fixed detectors may be more appropriate in environments where the threat from gas is serious and ongoing. In more fast-paced industries, personal or handheld devices may be more appropriate, enabling staff to identify dangerous gas concentrations during spot checks. However, these must be balanced against the fact that they rely on individuals using them correctly at the required time, risking introducing human error into the process.
Another avenue for gas detection is presented by laser absorption spectroscopy. Offering high sensitivity, reliability, and fast response times, laser-based sensing is becoming increasingly popular for gas detection and analysis applications.
This popularity is due to the unique properties of infrared (IR) light for gas detection applications. IR wavelengths are particularly well suited for gas detection and analysis due to how they interact with gas samples. Different gases have different absorption profiles, meaning that they absorb wavelengths of light in varying amounts. This information can be used to create a unique chemical fingerprint enabling gases to be identified. Many gases are particularly absorbent to IR wavelengths, making it easy to create detection devices that can identify gas with a sensitivity that extends to parts per billion.
In laser absorption spectroscopy, an IR laser beam is passed through gas samples before reaching a sensor that converts the light into electrical signals. Monitoring the changes between the laser beam and the light that reaches the sensor can help to demonstrate the presence of a particular gas. These systems are also capable of continually monitoring for combustible gases and vapours within the lower explosive limit and provide alarm indications where necessary.
Investing in systems like these can provide the pillar that a solid ESG strategy is built around. By enabling companies to quickly and accurately determine where leaks are occurring, preventative action can be taken that reduces the risk to staff and the environment alike.
Focus for the future
The focus on ESG compliance is not going away any time soon. To remain competitive, companies must actively demonstrate their commitment to wellbeing and the environment, by taking action to reduce their impact on the planet and protecting their people. These ESG programmes must be authentic and achievable, reflecting companies’ own market positions, and be supported with a workplace culture that ensures safety is treated as a priority.
Training and education are essential in ensuring workers can identify potential hazards and begin the process of addressing them. Staff must be coached and supported by a management team that genuinely cares about safety and is committed to ensuring gas detection data is collected and acted upon. Crucially, these cultures must be supported by state-of-the-art gas detection systems that make data accessible and enable appropriate precautionary actions. With a combined approach to air quality such as this, it is easier than ever to get on the path to delivering excellence in ESG.
Text: Mark Naples, General Manager, Umicore Coating Services Images: stockphoto
Subscribe to the free Maintworld newsletter here!
What Biocatalysis Has to Offer for Green Industries and City Planning?

In our world, anything nearly perfect tends to be stamped as fantasy. Does this kind of statement imply the character of human endeavour, its very essence? On the contrary, nature represents purity and clarity.
All of us have been staring at the starry night. The organisation of the macrocosm can equally well be seen in the microscopic world. There, the microorganisms make the wheels of the microcosmic universe turn around. Together with plants and animals, they comprise the constituents of the biosphere. Why, then, do human industries get contented with anything less? Microbes and their enzymes could make the wheels turn around in future industries.
Recently, it has become increasingly evident that heavy and fast industrialization not only elevated our standard of living but has also led us to the brink of abysmal ecocatastrophes. Fortunately, we have the vast resources of molecular universes in our use to avoid their aftermath or repair the damages. Sadly, we have wasted those resources for a long time.
“There is plenty of room at the bottom”. The saying of physicist Richard Feynman in 1959 gives us many leads. It has actualized in the IT revolution of our times. This has enabled giant steps in industrial control and maintenance of machinery, steering and adjustments of processes, flow of information, and, last but not least, ecological efficiency. We have eventually come closer to the ways of functioning of biological entities, ecosystems, and the cells and microbes in particular. The miniaturisation of technical solutions has brought us nearer the scale of microbes, molecules, atoms and their structures, which, indeed, have a lot of space for variation and production.
Power of biocatalysis
Biocatalysis in Nature could be described as allowing low reaction energies in the microscale. This is the secret of all the incredible effectiveness of organismal life around us. This built-in energy network of living cells and their enzymes facilitates our lives and that of plants, animals and microorganisms. Why could we not exploit it in our industries more intensively than so far?
The low-energy route could decisively help us avoid the often predicted loss of natural resources. It could also lower the emissions of manufacturing, agriculture, energy production and all sectors of our economy (Fig. 1).
Moreover, as integrated with human or AI intelligence, this nature-born enormous efficiency could ultimately boost future endeavours for investigating, innovating and developing novel disruptive technologies for our use. This technology platform is by far more sustainable than any other imaginable solution. Using it effectively, we could also harness the biological multitudes and reactions for cleaning up our polluted and intoxicated planet Earth.
Dreams and reality of the future industrial bio-revolution
In natural ecosystems, energy flows, and materials circulate. This could also be achievable in the industrial ecosystems. Ten years ago, we, Member of the Swedish Royal Academy of Engineering and Chairman of the Scandinavian Simulation and Modelling Society, Professor Erik Dahlquist, and Professor Semida Silveira, the current Professor in Practise in the Systems Engineering Program at Cornell University, Ithaca, New York, and one of the authors of this article, microbiologist Elias Hakalehto, published a calculation that the annual biomass increase could provide twice the energies needed globally. Also, the various petrochemical goods could be produced in complementary biorefineries based on organic sources. A citation of our chapter “Concluding remarks and perspectives on the future of energy systems using biomass” in the book edited by E. Dahlquist, “Biomass as Energy Source. Resources, Systems and Applications”, published in 2013 by CRC Press, Taylor & Francis Group, Boca Raton:
“In the chapter on global biomass resources, we have seen that biomass can fulfil most of the energy resources as well as for replacement of fossil fuels for the production of plastics and similar. What we still have to do is to use all materials and resources in an efficient system, where the same fibres, for instance, are used many times for different purposes before they eventually are combusted, instead of combusting stem wood directly. What is considered waste should instead be seen as a valuable resource.”
This valuable principle and method for global survival have been applied in practical experiments of the ABOWE European Union Baltic Sea Region biorefinery project, ending in 2014. In the “Zero Waste from Zero Fiber ” project in Tampere, funded by the Finnish Government in 2018-19, the ecosystem engineering of massive past industrial lake bottom sediments into valuable chemicals, energy gases and organic fertilisers was accomplished in an economically feasible way. These projects are referred to in the Maintworld magazine 3/2023 and before, as well as in the recent lectures at the European Geosciences Union (EGU) general assembly in 2022 and 2023. Indeed, we could see the shoots of true ecodevelopment emerging and potentially growing into “sheaves in the field of progress”, as the statement made a century ago by the first Finnish president, K.J. Ståhlberg, could be modified.
We need today the political will as it was summed up in our 2013 book chapter (see above): “Only facts are not enough. Good examples are also significant, and these have to be presented in a convincing way. Then both regulatory frameworks and interest from investors could be achieved. Thereby system development can take place.” – Furthermore, a citation from the same source: “In fact, it could be much better to treat and recycle the wastes in a sustainable way including the microbiological and biotechnological solutions, than by just discharging the organic loads into the water and maritime ecosystems, or to the atmosphere.” This principle could be equally applicable in the “cradle of Finnish industries” in Tampere, as well as globally in any place where forest or other biomass industries will be developed into true circulation economics (see above).
Biohydrogen source
In 1874, French writer Jules Verne predicted in his book “Mysterious Island” the future we aim for and head toward. This old reasoning and imagination of one of the most eminent early science fiction authors illustrates the roots of an essential and potential avenue for future development: biohydrogen. Its implementation could now lead to sustainable planning of cities, their food production and traffic, and societies in general too. See Fig. 2.
Quotations of the “Mysterious Island” (1874) by Jules Verne:
• “…I believe that water will one day be employed as fuel, that hydrogen and oxygen which constitute it, used singly or together, will furnish an inexhaustible source of heat and light of an intensity of which coal is not capable.”
• “Some day the coalrooms of steamers and the tenders of locomotives will, instead of coal, be stored with these condensed gases, which will burn in the furnaces with enormous calorific power…”
• “…there will be no want of either light or heat as long as the productions of the vegetable, mineral or animal kingdoms do not fail us. I believe, then, that when the deposits of coal are exhausted, we shall heat and warm ourselves with water. Water will be the coal of the future.”
In the previous Maintworld article (in volume 3/2023), Elias Hakalehto took up the potential of biologically produced hydrogen, or biohydrogen, in solving global and local energy needs. It could be made using anaerobic bacteria or other microbes to split the water in renewable energy sources into Hydrogen and Oxygen (Fig. 3). These microbes could be photosynthetic ones, such as algae or cyanobacteria, or the fermentative anaerobic bacteria using their enzymes to split the water molecule. Then, the various steps for utilising the bio-catalytically liberated energies could also include their capture, purification, storage and use in the fuel cells or elsewhere. Such motors could power future flying vehicles, for instance.
Biohydrogen could be converted and reacted into other gaseous fuels, such as methanol or ammonia. Besides in the aviation industries, they could be applied for maritime, industrial fuels, etc. Hydrogen gas can be coupled with biogas methane, thus forming hythane. If Carbon dioxide is simultaneously emitted in this reaction, it could be separated from biohydrogen and used for greenhouses, where it is a precious raw material for plant growth.
Return to the roots of industrial biotechnology
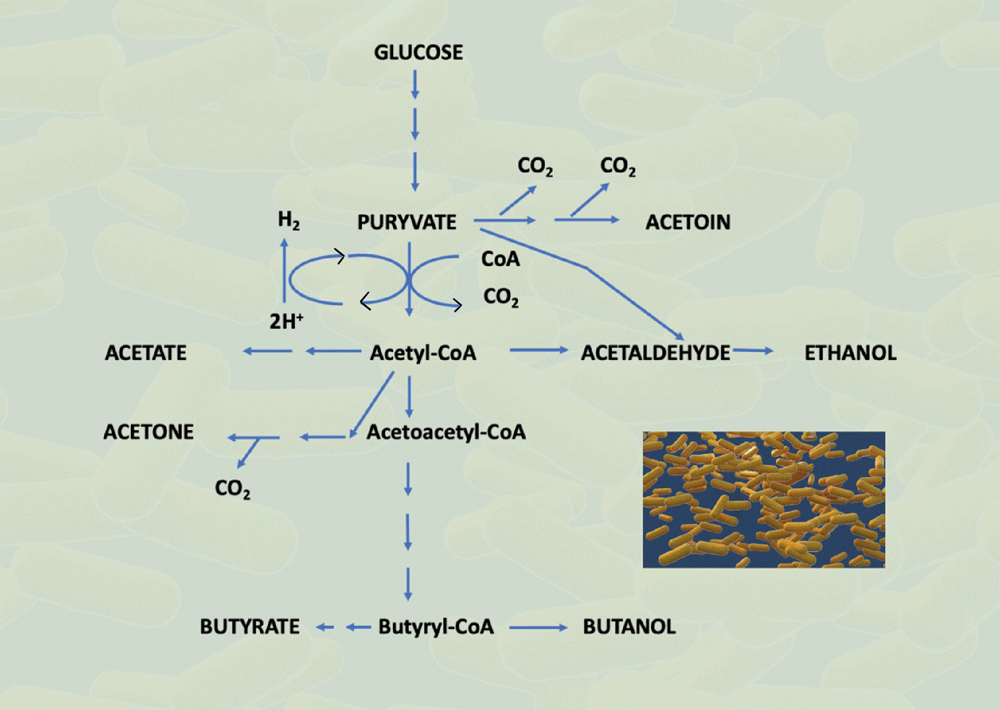
In 1904, one of the founders of the industrial fermentation, Chaim Weizmann, became a lecturer at the University of Manchester. His method for the microbiological production of acetone was piloted in London in 1915. He used Clostridium acetobutylicum (the Weizmann organism) to produce acetone, butanol, ethanol and hydrogen gas (Fig. 4). Later on, in 1939, in Helsinki, a Dutch microbiologist, A.J. Kluyver took for the first time up the potential of microorganisms to assimilate Carbon dioxide. – What an opportunity for climate-friendly bio-based production and sequestration of carbon-containing molecules, substances, polymers, etc.! – We have also proven that the generation of Carbon dioxide significantly boosts the onset of microbiological or bioprocess reactions (Hakalehto and Hänninen 2012, Gaseous CO2 signal initiate growth of butyric acid producing Clostridium butyricum both in pure culture and in mixed cultures with Lactobacillus brevis, in the Canadian Journal of Microbiology). The same phenomenon was also documented for the Weizmann bacterium (Hakalehto 2015, Enhanced microbial process in the sustainable fuel production. In: Jinyue, Y (ed.), Handbook of clean energy systems, by JR Wiley & Sons).
Upstream and downstream in biotechnology
The former term designates in microbial biotechnology the production of valuable chemicals or gases by biological organisms, whereas downstreaming means the collection, purification and concentration of these biorefinery products into applicable forms. This is a well-studied field nowadays, but more research and development is always needed to boost the applications. And, as Professor Malcolm D. Lilly often stated during his most excellent bioengineering lectures in 1984-5 at the University College London: “Downstream processing is a losing game”, meaning that it is impossible to reach perfection or complete recovery of the produced bio-based (or other) products in the industries. On the contrary, there are some losses at every step of that effort. But as developers, both scientific and societal, we should ensure that we could end up as victorious as possible.
ABOUT THE AUTHORS:• Elias Hakalehto, PhD, Adjunct Professor in the Universities of Helsinki and Eastern Finland, Microbiologist and Biotechnologist, CEO of Finnoflag Oy, Vice President of the International Society of Environmental Indicators. |
Text and images: Elias Hakalehto and Tarmo Humppi
Subscribe to the free Maintworld newsletter here!
Latest





