Eternal Machines: The Future of Sustainability Lies in Maintenance

Sustainability, closed-loop circularity and maintenance working hand in hand. The result? Keeping our devices and machinery alive and well for extended periods of time. It is time to change our way of thinking. Circular economy and maintenance is the unsung hero of sustainability.
As industries around the world grapple with environmental challenges and diminishing resources, the traditional linear economy—the “take-make-dispose” model—is disappearing. It is yielding to the circular economy (CE), a regenerative system designed to keep products, components, and materials in continuous circulation, thereby dramatically reducing waste, conserving vital resources, and minimizing environmental harm. At the heart of this paradigm shift is a powerful but often overlooked force: maintenance. Once an operational afterthought, maintenance is emerging as an enabler of the circular economy of the future.
Closed loop circularity for a longer product lifespan
It is no longer just about fixing machines; it is about breathing new life into assets and extending their useful lifecycle. This transformation allows industries to keep parts and products in use longer, cutting down on the need for raw materials, and regenerating value through proactive repair, refurbishment, and remanufacturing. In effect, maintenance closes the loop—ensuring resources keep circulating within the economy rather than being prematurely discarded. As industries adopt circular strategies, the focus shifts from replacement and disposal to preservation and renewal. Maintenance enables this shift by ensuring products and machinery last longer and perform at peak efficiency throughout their extended lifecycles. Instead of buying new parts or equipment, industries can rely on maintenance strategies like refurbishment or remanufacturing to breathe new life into existing components. This not only reduces waste but also minimizes resource extraction, in harmony with the circular economy’s ethos of maximizing value at every turn.

This article explores how modern maintenance strategies—especially predictive maintenance (PdM) powered by artificial intelligence (AI)—are reshaping the industrial landscape. We use real-world examples, data-driven insights, and cutting-edge strategies to show how maintenance is driving the transition toward a sustainable, circular future.
PdM: The AI-Driven Key to Circular Economy Success
Imagine a world where machines monitor their own health—anticipating repairs, predicting malfunctions, and requesting maintenance before breakdowns occur. No more sudden shutdowns, no more wasteful replacements. PdM is turning this vision into reality. By leveraging real-time data, AI, and the Internet of Things (IoT), PdM is transforming the way industries manage their assets, making it a cornerstone of the circular economy. In the linear economy, equipment failures lead to only one outcome: replacement. But in a circular economy, PdM flips the script. By foreseeing failures before they happen, PdM drastically reduces waste, prolonging the life of valuable assets. It ensures machinery runs smoothly, minimizing environmental impact and maximizing efficiency.
AI offers immediate real-time fault detection
PdM doesn’t merely address visible wear and tear; it detects subtle, often invisible signs of deterioration. Using a network of IoT sensors, it continuously tracks the health of equipment, while AI analyses real-time data to predict failures with remarkable precision. These systems continuously assess the condition of critical components. Take, for instance, the maintenance of airplane turbine blades. Instead of following a rigid, time-based maintenance schedule that risks premature or delayed part replacements, PdM detects the precise moment when a blade begins to wear out. A targeted, timely intervention extends the life of the component, reducing waste and resource consumption—directly supporting the circular economy’s goal of maximizing asset longevity.
The marriage of AI and IoT in PDM revolutionizes operational efficiency.
The marriage of AI and IoT in PdM revolutionizes operational efficiency. These systems can process vast quantities of data, spotting patterns and trends that would otherwise go unnoticed. But PdM isn’t just about preventing breakdowns—it is a key enabler of circularity. By identifying components that can be repaired, refurbished, or upgraded before they fail, PdM ensures parts are used to their fullest potential. Machines and parts are kept in circulation, reducing the need for new raw materials.
As more industries adopt forward-looking maintenance strategies, we are witnessing a seismic shift in asset management. PdM’s cutting-edge technology ensures assets stay in use longer, supporting sustainable practices while minimizing waste. In this new paradigm, maintenance is no longer seen as a burdensome cost—it is a critical, AI-driven tool propelling industries toward a future of resource optimization and circularity.
Circular Economy Business Models: Rethinking Maintenance as the Lifeblood of Sustainability
In a world where sustainability is no longer a choice but a necessity, the circular economy is radically transforming how industries operate. The once-dominant linear economy is giving way to a new paradigm where products remain in circulation for as long as possible. PdM is at the heart of this transformation; it ensures products and machinery remain functional and valuable through processes like repair, remanufacturing, and refurbishment.
Imagine an industrial world where nothing is built to fail. A fitting metaphor can be drawn from the 1951 classic film “The Man in the White Suit,” where the protagonist invents a fabric that never wears out. This discovery wreaks havoc on the textile industry, as planned obsolescence—the practice of designing products to fail after a predetermined time—suddenly collapses. The film’s disruptive premise parallels the role PdM plays in industry today. Just like that indestructible white suit, it thwarts business models rooted in planned obsolescence. It extends the life of industrial components and assets, enabling companies to embrace sustainability by reducing waste and the need for constant replacements.
Product-as-a-service, everyone wins
In the circular economy, innovative business models thrive by placing maintenance at their core. Take Product-as-a-Service (PaaS) as an example. In this model, companies no longer simply sell products—they retain ownership and provide the product as a service, maintaining it throughout its lifecycle. Consider aircraft engine manufacturer Rolls-Royce, for example. Instead of selling engines outright, it offers them as a service to airlines, shouldering the responsibility of maintenance and ensuring optimal performance. Then, by using PdM to monitor engine health in real time, Rolls-Royce keeps its engines running efficiently for longer periods, minimizing waste and supporting circular economy principles by extending the lifecycle of each asset.
As industries around the world grapple with environmental challenges and diminishing resources, the traditional linear economy is disappearing, yielding to the circular economy.
A new life for old equipment
Remanufacturing offers another compelling business model built on the foundation of PdM. The automotive industry has embraced remanufacturing to reduce resource consumption and lower production costs. Companies like Renault have perfected the art of remanufacturing by refurbishing old engines and making them nearly as good as new. But the success of remanufacturing hinges on maintenance—particularly PdM—to monitor the health of each engine and intervene before catastrophic failures occur. By tracking the wear and tear of individual components, PdM ensures critical parts reach their full potential, supporting remanufacturing efforts and enabling the reuse of valuable resources.
Closing the loop and minimizing waste
Perhaps the most significant contribution of maintenance to the circular economy is its ability to enable closed-loop supply chains. In these systems, products are returned to the manufacturer at the end of their lifecycle to be remanufactured, recycled, or refurbished. PdM optimizes this process by providing manufacturers with real-time data on the condition of components throughout their lifecycle. When a product returns for remanufacturing, manufacturers know exactly which parts can be reused and which need recycling. This allows maximum resource efficiency, directly aligning with the circular economy’s ultimate goal: to keep materials in circulation for as long as possible while minimizing waste.
Without maintenance, specifically PdM, the circular economy would fail. Maintenance is the invisible force that holds circular business models together, ensuring assets remain in optimal condition for as long as possible. In this way, maintenance becomes the enabler of a new industrial era—one where assets are designed to last, resources are preserved, and sustainability is the new business-as-usual.
Sustainability in Motion: Tracking the Impact of Maintenance through Key Indicators
Industries pivoting toward sustainability must evaluate the effectiveness of their maintenance strategies—not just in terms of operational efficiency but also in terms of resource conservation and waste reduction. But in the fast-evolving world of circular economy practices, how do we measure success? The answer lies in key performance indicators (KPIs), which provide the metrics necessary to quantify the environmental and economic impact of maintenance activities.
In a world where sustainability is no longer a choice but a necessity, the circular economy is radically transforming how industries operate.
In the circular economy, maintenance transcends its traditional role of keeping machines running to become a tool for optimizing resource use over time. KPIs allow companies to track this optimization in a tangible way, turning abstract sustainability goals into actionable, measurable results. Critical sustainability-focused KPIs include those tracking CO2 emissions avoided per repair, waste reduced per intervention, and energy saved through predictive or preventive maintenance. These metrics empower businesses to gauge the environmental value of extending the lifespan of assets, reducing the need for new components and conserving resources.
See the difference
Every repair and every refurbishing effort can now be quantified in terms of its contribution to sustainability. Take the aviation industry, for example. Airlines use KPIs to measure CO2 emissions saved per flight hour as a direct result of PdM. This allows them to calculate both financial savings and the environmental benefits of reducing unnecessary repairs and extending the lifespan of key components like turbine engines. These metrics paint a holistic picture of how maintenance practices align with sustainability goals, showing companies how they are actively contributing to a circular economy.
The power of KPIs lies in their ability to offer data-driven insights that help refine strategies over time. Imagine a fleet of commercial planes, each fitted with sensors that constantly monitor engine health, fuel efficiency, and component wear. Through this continuous stream of data, businesses can adjust their maintenance strategies in real time to maximize both performance and sustainability.
Another crucial set of KPIs focuses on component lifecycle management. In industries such as automotive manufacturing, where components like engines or gears can be repaired or remanufactured multiple times, KPIs track how well maintenance interventions extend the useful life of these parts. The ability to measure how much longer an engine can run thanks to timely maintenance interventions directly contributes to reducing waste and lessening the demand for raw materials.
The EN 15341:2019 standard offers a structured framework for maintenance performance measurement that incorporates both economic and environmental outcomes. By adhering to these standards, businesses can ensure their maintenance strategies are not just keeping machines operational but are also aligned with their sustainability objectives. Every data point tells a story—of resources saved, emissions reduced, and a world moving ever closer to a sustainable future.
Planned Obsolescence: The Villain that PdM Can Defeat
In the narrative of sustainability, few villains loom as large as planned obsolescence. A business model designed to make products fail prematurely, it traps industries and consumers in a vicious cycle of consumption, waste, and replacement. Planned obsolescence is short-term strategy prioritizing profit over longevity, thus driving resource depletion and filling landfills with products that could have been repaired or maintained.
“The Light Bulb Conspiracy”, a documentary about the infamous Phoebus cartel of light bulb manufacturers, gives a powerful example of planned obsolescence. In the 1920s, the cartel conspired to limit the lifespan of light bulbs to 1,000 hours, even though technology existed to make them last far longer. This conspiracy ensured consumers were forced to purchase new bulbs frequently, driving profits at the expense of sustainability. In stark contrast, the Centennial Light Bulb in Livermore, California, has lasted for over a century—an example of what is possible when products are designed for durability, not disposability.
Breaking free and living long
PdM offers industries a way to break free from planned obsolescence. By using AI, IoT sensors, and real-time data, PdM systems can detect subtle signs of wear and tear before catastrophic failure occurs. This proactive approach allows companies to maintain and repair products at the right time, extending their lifespan and conserving resources. Take the smartphone industry, where devices are often designed with non-replaceable batteries and components that become obsolete within just a few years. In this model, consumers are forced to buy new phones instead of repairing or upgrading their old ones. But imagine a world where smartphones are equipped with sensors that monitor battery health and alert users when it is time to replace a part. Instead of throwing the device away, consumers could extend its life through a simple repair, drastically reducing e-waste. This is the promise of PdM—a model where products are designed for longevity, not failure.
The automotive industry tells a similar story. Planned obsolescence has led to the creation of sealed components, such as transmissions or electronic control units, which are nearly impossible to repair. This forces car owners to replace entire systems rather than fix individual parts, contributing to a massive amount of waste. But with PdM, the health of these components can be monitored throughout their lifecycle. By detecting early signs of wear and tear, maintenance can be performed before the part fails, allowing repairs instead of replacements.
Industries pivoting toward sustainability must evaluate the effectiveness of their maintenance strategies.
At its core, the battle between planned obsolescence and PdM is one of philosophies. On the one side, we have a system built on disposability and frequent replacement—generating enormous waste and depleting valuable resources. On the other, we have a system that values longevity, repairability, and sustainability. In this battle, PdM emerges as the victor, offering a way to escape the wasteful cycle of planned obsolescence, extending the life of products, reducing waste, and creating a future where resources are conserved for generations to come.
Real-World Applications of PdM: From Factory Floors to Circular Futures
From manufacturing plants to high-tech industries, PdM is being used not only to keep machines running efficiently but also to drive the circular economy. Picture a sprawling industrial facility, its machinery humming with activity. In the traditional linear economy, when one critical part of this system breaks down, the ripple effect leads to downtime, wasted resources, and costly replacements. But in today’s world of PdM, something entirely different happens. Sensors track vibrations, temperatures, and energy consumption, analysing the data in real time to detect subtle wear and tear. Long before a breakdown occurs, maintenance systems flag the component for repair or replacement, keeping the factory running smoothly and efficiently, with minimal disruption. This means fewer wasted parts, less downtime, and significantly lower operational costs. In essence, the factory becomes a symbol of circularity—doing more with less.
Heavy industry has been quick to adopt PdM. Take the massive turbines powering energy plants or the complex conveyor systems in large-scale factories, for example. In the past, maintenance was performed according to fixed schedules, regardless of actual need, often leading to unnecessary part replacements or equipment overuse. Today, with condition-based maintenance, equipment is continuously monitored, and maintenance is performed only when necessary, saving companies both time and resources. The machines continue running, producing at full capacity while using fewer materials—a perfect alignment with the goals of a circular economy.
Sensors know – and tell us so
In the automotive sector, PdM has become a game changer. Once, engines and components were designed to be replaced after a fixed number of miles, but today’s vehicles are built with sensors that monitor every aspect of their operation. These sensors provide real-time data on everything from oil levels to brake wear, ensuring components are maintained or replaced only when necessary. This extends the life of the vehicle and keeps valuable materials in use for longer, reducing the need for raw resource extraction.
16In the 1951 classic film “The Man in the White Suit,” the protaganist invents a fabric that never wears out. Photo: United Archives GmbH / Alamy Stock PhotoEven in the consumer electronics industry—historically dominated by planned obsolescence—PdM is making waves. Smartphones and laptops, once considered disposable after a few years of use, are now being equipped with smart maintenance systems. These systems can detect when a battery is degrading or a processor is under strain, permitting a simple repair or part replacement instead of a new purchase. This shift is crucial in reducing the massive amounts of electronic waste that end up in landfills each year. PdM ensures technology can have a much longer and more sustainable lifecycle.
In every industry, from consumer goods to heavy manufacturing, maintenance is stepping into a new role as the hero of the circular economy. It is no longer just about fixing what is broken—it is about rethinking how products and machinery are designed, maintained, and kept in use. Beyond improving sustainability, this represents a financial boon for companies. Reducing waste, conserving resources, and extending the life of equipment create significant cost savings, blurring the line between profitability and sustainability.
PdM is the key to unlocking the full potential of the circular economy. By maximizing the use of resources, minimizing waste, and ensuring equipment and products last as long as possible, industries are setting themselves up for long-term success, both financially and environmentally. PdM is the driving force behind a sustainable, circular future—proving that what’s good for business can also be good for the planet.
Conclusion: The Unsung Hero of Sustainability – Maintenance in the Circular Economy
The journey from a linear economy to a circular one isn’t just about reducing waste; it is about fundamentally rethinking how we interact with the products and machines we rely on. In this new reality, industrial assets—from turbines and engines to smartphones and consumer electronics—are no longer seen as disposable, short-lived items. They are valuable resources that can be kept in use for far longer through PdM, which leverages data, AI, and IoT to maximize asset longevity and performance.
Beyond simply making products last longer, PdM drives value at every stage of the product lifecycle, from initial design through reuse, repair, refurbishment, and beyond. The wasteful pattern of discarding and replacing is giving way to a new model where products are continuously monitored, maintained, repaired, and kept in use for as long as possible. Resources are cycled back into the production loop instead of ending up in landfills, and maintenance becomes the keystone in a sustainable development strategy.
Industries that are embracing PdM are discovering that it isn’t just an environmental responsibility—it is a competitive advantage. By reducing costs, increasing operational efficiency, and optimizing the lifespan of assets, PdM supports the core goals of the circular economy: resource efficiency, waste reduction, and long-term sustainability. As industries continue to evolve, those that embrace PdM will find themselves at the forefront of a new, more sustainable, and more profitable industrial paradigm. The unsung hero of the circular economy, maintenance, is quietly but powerfully reshaping the future of industry.
Text: Prof. DIEGO GALAR / Prof. RAMIN KARIM / Prof. UDAY KUMAR
Images: ShutterStock, Alamy, Freepik


Subscribe to the free Maintworld newsletter here!
Monitor and Reduce Motor Operating Temperature to Increase Reliability

Understanding and monitoring your motor’s recommended operating temperature can drastically lengthen its lifespan. Here we tell you how to do both, and so avoid early and unnecessary failure.
It is a striking fact that operating a three-phase induction motor at just 10°C above its rated temperature can shorten its life by half. Whether your facility has thousands of motors or just a few, regularly checking the operating temperature of critical motors will help extend their life and prevent costly, unexpected shutdowns. Here is how to go about it.
First, determine the motor’s insulation class (A, B, F or H) from its original nameplate or the ratings for three-phase induction motors in the National Electrical Manufacturers Association (NEMA) standard Motors and Generators, MG 1-2021 (hereafter MG1).
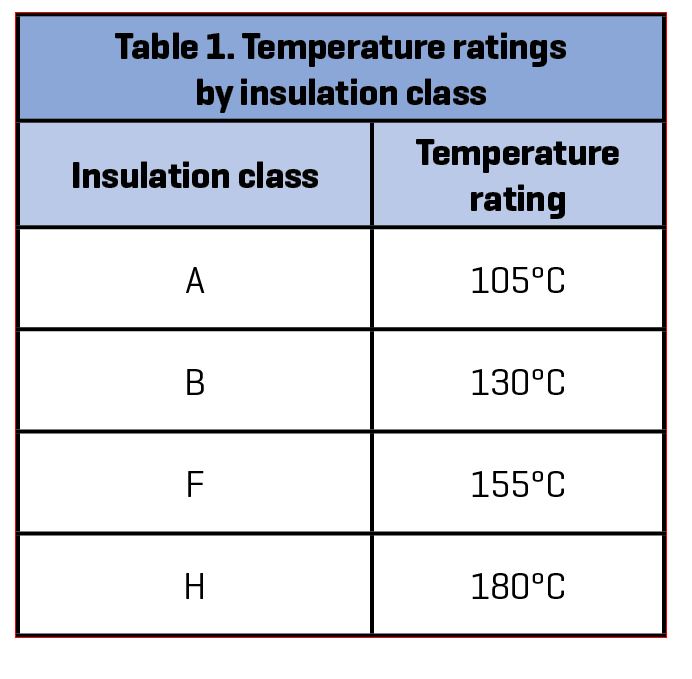
The insulation class indicates the maximum temperature that the motor’s winding can withstand without degrading (see Table 1) motor operation (called temperature rise), which is load-dependent. The rest is attributable to the ambient (room) temperature. Identifying both components of the winding temperature makes it possible to protect the motor winding under different operating conditions (e.g., a lower ambient temperature may permit a higher temperature rise). NEMA also incorporates a safety factor, but more on that later.
As with insulation class, every motor built to NEMA standards will have an ambient temperature rating (normally 40°C for three-phase motors). This is the maximum temperature for the air (or other cooling medium) surrounding the motor. Like the insulation class rating, you can find this rating on the motor nameplate or in MG1.
Determine the “Hot” temperature
The next step is to measure the overall (“hot”) temperature of the winding with the motor operating at full load–either directly using embedded sensors or an infrared temperature detector, or indirectly using the resistance method explained below. The difference between the winding temperature and the ambient temperature is the temperature rise. Put another way, the sum of the ambient temperature and the temperature rise equals the overall (or “hot”) temperature of the motor winding or a component.
Ambient temp. + Temp. rise = Hot temp.
To avoid degrading the motor’s insulation system, the hot temperature must not exceed the motor’s insulation class temperature rating.
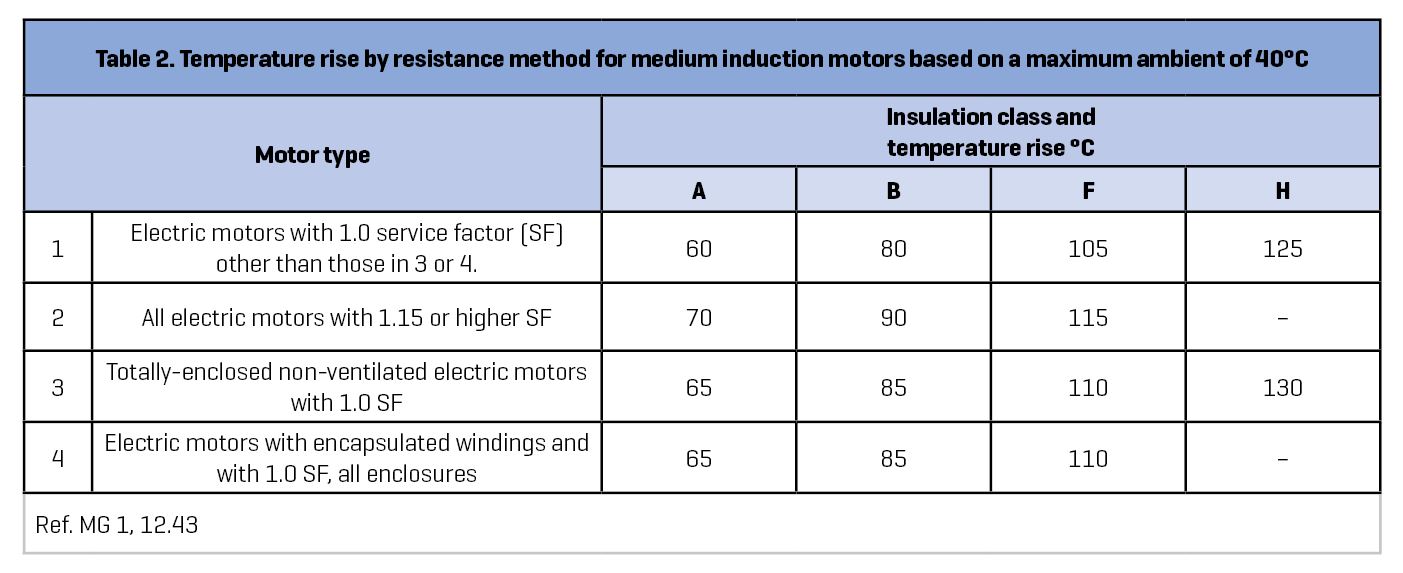
Given that MG1’s maximum ambient temperature is normally 40°C, you would expect the temperature rise limit for a Class B 130°C insulation system to be 90°C (130° – 40°C), not 80°C as shown in Tables 2 and 3. But as mentioned earlier, MG1 also includes a safety factor, primarily to account for parts of the motor winding that may be hotter than where the temperature is measured, or that may not be reflected in the “average” temperature obtained by the resistance method.
Table 2 shows the temperature rise limits for MG1 medium electric motors, based on a maximum ambient of 40°C. In the most common speed ratings, the MG1 designation of medium motors includes ratings of 1.5 to 500 hp for 2- and 4-pole machines, and up to 350 hp for 6-pole machines.
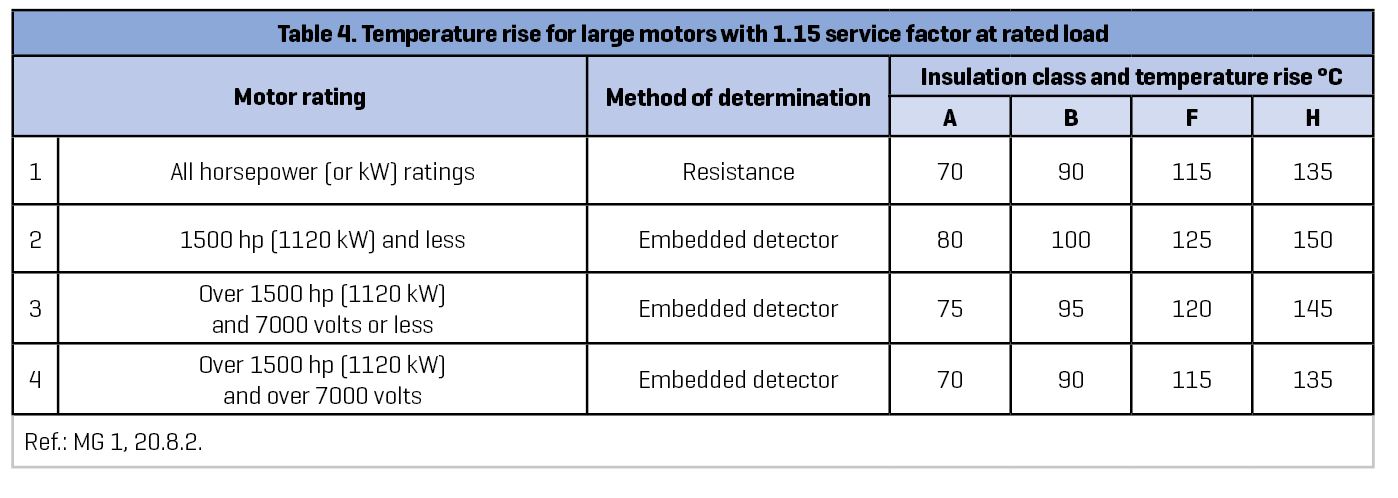
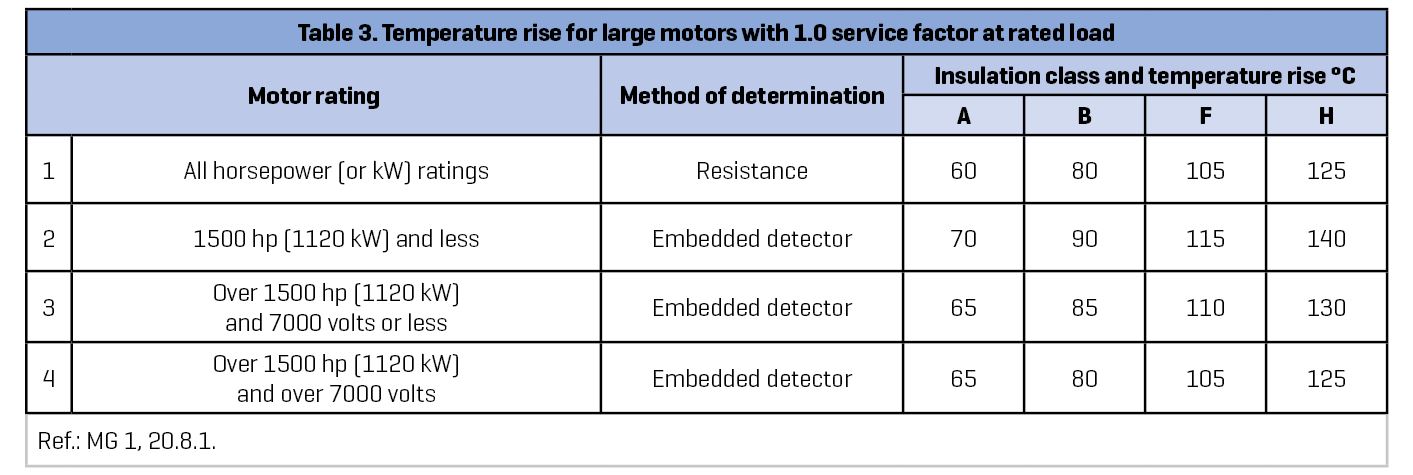
Temperature rise limits for large motors–i.e., those above medium motor ratings–differ based on the service factor (SF). Table 3 lists the temperature rise for motors with a 1.0 SF; Table 4 applies to motors with 1.15 SF.
Resistance method of determining temperature rise
The resistance method is useful for determining the temperature rise of motors that do not have embedded detectors–e.g., thermocouples or resistance temperature detectors (RTDs). Note that temperature rise limits for medium motors in Table 2 are based on resistance. The temperature rise of large motors can be measured by the resistance method or by detectors embedded in the windings as shown in Tables 3 and 4.
To find the temperature rise using the resistance method, first measure and record the lead-to-lead resistance of the line leads with the motor “cold”–i.e., at ambient temperature. To ensure accuracy, use a milli-ohmmeter for resistance values of less than 5 ohms, and be sure to record the ambient temperature. Operate the motor at rated load until the temperature stabilizes (possibly up to 8 hours) and then de-energize it. After safely locking out the motor, measure the “hot” lead-to-lead resistance as described above.
Find the hot temperature by inserting the cold and hot resistance measurements into Equation 1. Then subtract the ambient temperature from the hot temperature to obtain the temperature rise.
Equation 1. Hot winding temperature
Th = [ (Rh/Rc) x (K + Tc) ] – K
Where:
Th = hot temperature
Tc = cold temperature
Rh = hot resistance
Rc = cold resistance
K = 234.5 (a constant for copper)
Example. To calculate the hot winding temperature for an un-encapsulated, open drip-proof medium motor with a Class F winding, 1.0 SF, lead-to-lead resistance of 1.21 ohms at an ambient temperature of 20°C, and hot resistance of 1.71 ohms, proceed as follows:
Th = [ (1.71/1.21) x (234.5 + 20) ] – 234.5 = 125.2°C (round to 125°C)
The temperature rise equals the hot winding temperature minus the ambient temperature, or in this case:
Temp. rise = 125°C – 20°C = 105°C
As Table 2 shows, the calculated temperature rise of 105°C in this example equals the limit for a Class F insulation system.
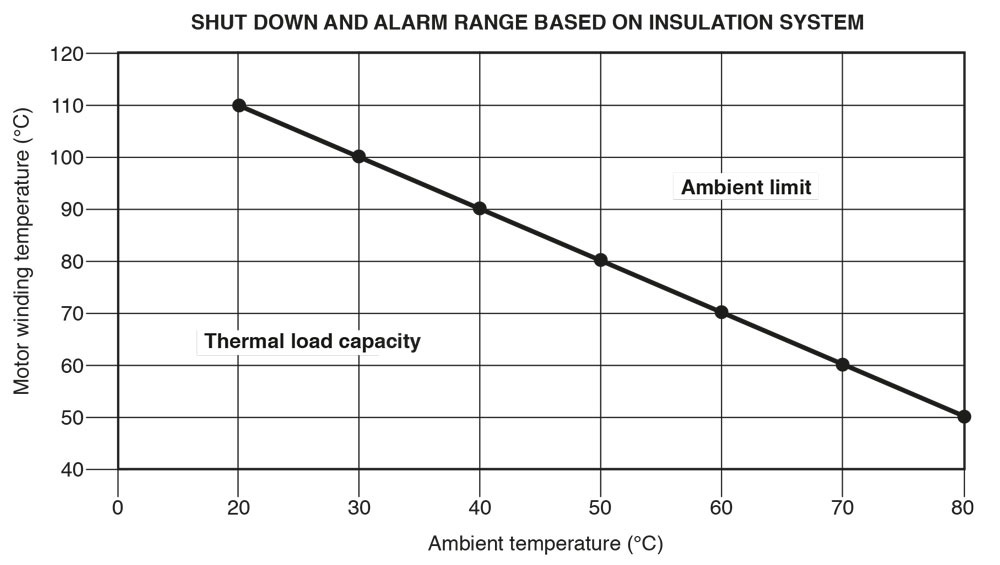
Although that is acceptable, it is important to note that any increase in load would result in above-rated temperature rise and seriously degrade the motor’s insulation system. Further, if the ambient temperature at the motor installation were to rise above 20°C, the motor load would have to be reduced to avoid exceeding the machine’s total temperature (hot winding) capability.
Determining temperature rise using detectors
Motors with temperature detectors embedded in the windings are usually monitored directly with appropriate instrumentation. Typically, the motor control centre has panel meters that indicate the hot winding temperature at the sensor. If the panel meters were to read 125°C as in the example above, the same concerns about the overall temperature would apply.
Don’t let excessive heat kill your motors before their time.
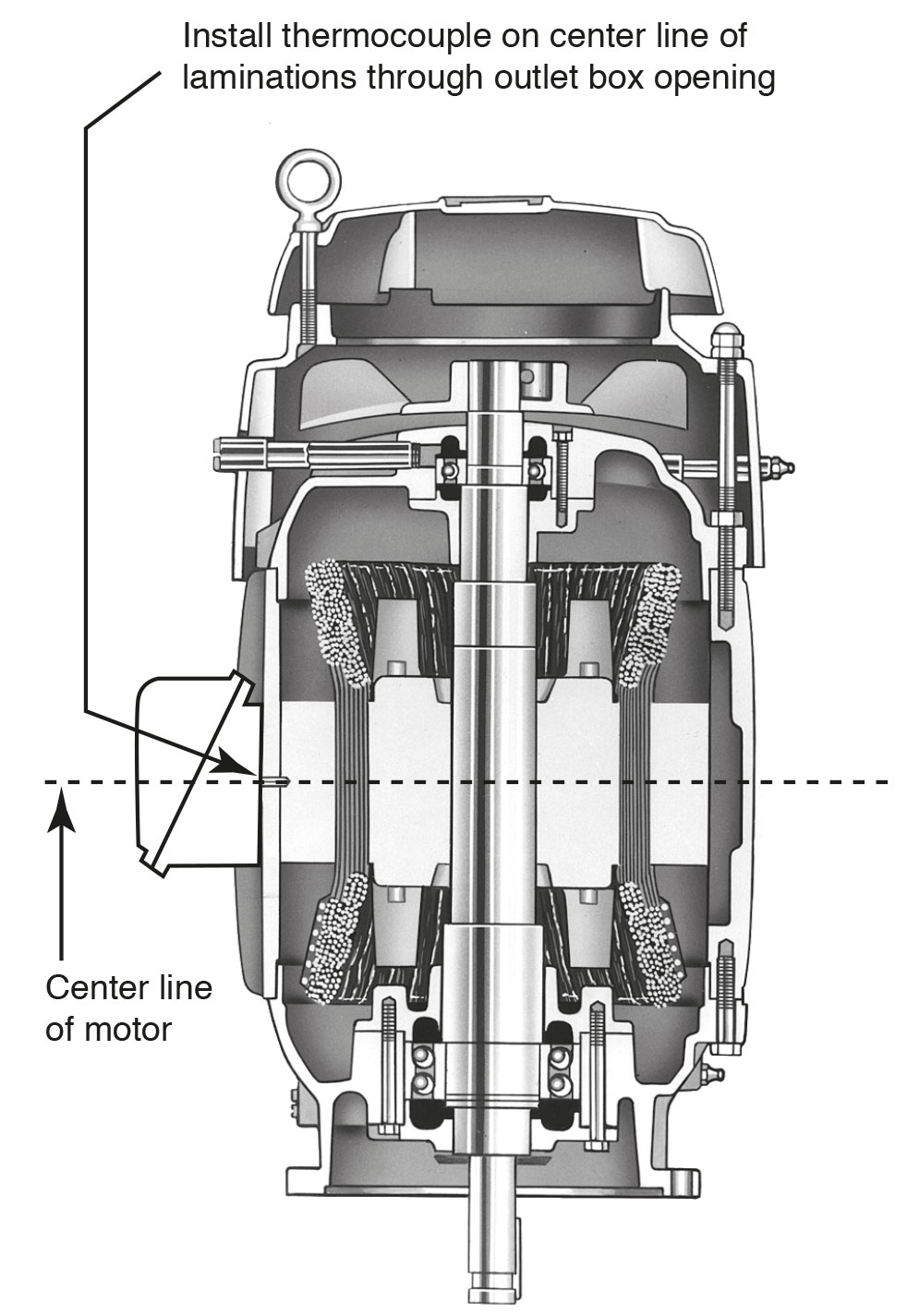
What if you want to directly measure the operating temperature of a motor winding that does not have embedded detectors? For motors rated 600 volts or less, it may be possible to open the terminal box (following all applicable safety rules) with the motor de-energized and access the outside diameter of the stator core iron laminations with a thermocouple (see Figure 2). The stator lamination temperature will not be the same as winding temperature, but it will be nearer to it than the temperature of any other readily accessible part of the motor.
If the stator lamination temperature minus the ambient exceeds the rated temperature rise, it is reasonable to assume the winding is also operating beyond its rated temperature. For instance, had the stator core temperature in the above example measured 132°C, the temperature rise for the stator would have been (132°C – 20°C), or 112°C. That significantly exceeds MG1’s limit of 105°C for the winding, which can be expected to be hotter than the laminations.
The critical limit for the winding is the overall or hot temperature. Again, that is the sum of ambient temperature plus the temperature rise. The load largely determines the temperature rise because the winding current increases with load. A large percentage of motor losses and heating (typically 35 – 40%) is due to the winding I2R losses. The “I” in I2R is winding current (amps), and the “R” is winding resistance (ohms). Thus, the winding losses increase at a rate that varies as the square of the winding current.
Adjusting for ambient
If the ambient temperature exceeds the usual MG1 limit of 40°C, you must derate the motor to keep its total temperature within the overall or hot winding limit. To do so, reduce the temperature rise limit by the amount that the ambient exceeds 40°C.
For instance, if the ambient is 48°C and the temperature rise limit in Table 2 is 105°C, decrease the temperature rise limit by 8°C (48°C – 40°C ambient difference) to 97°C. This limits the total temperature to the same amount in both cases: 105°C plus 40°C equals 145°C, as does 97°C plus 48°C.
Regardless of the method used to detect winding temperature, the total, or hot spot, temperature is the real limit; and the lower it is, the better. Each 10°C increase in operating temperature shortens motor life by about half, so check your motors under load regularly. Don’t let excessive heat kill your motors before their time.
Text: Thomas H. Bishop, P.E. EASA SENIOR TECHNICAL SUPPORT SPECIALIST
Photos: easa and Shutterstock
Subscribe to the free Maintworld newsletter here!
Artificial Intelligence as a Maintenance Enhancer

In three articles published in this issue of Maintworld magazine, we will look at how AI can improve maintenance efficiency. This first article describes the concepts and issues related to AI in general. The next will go into more detail on its use in maintenance.
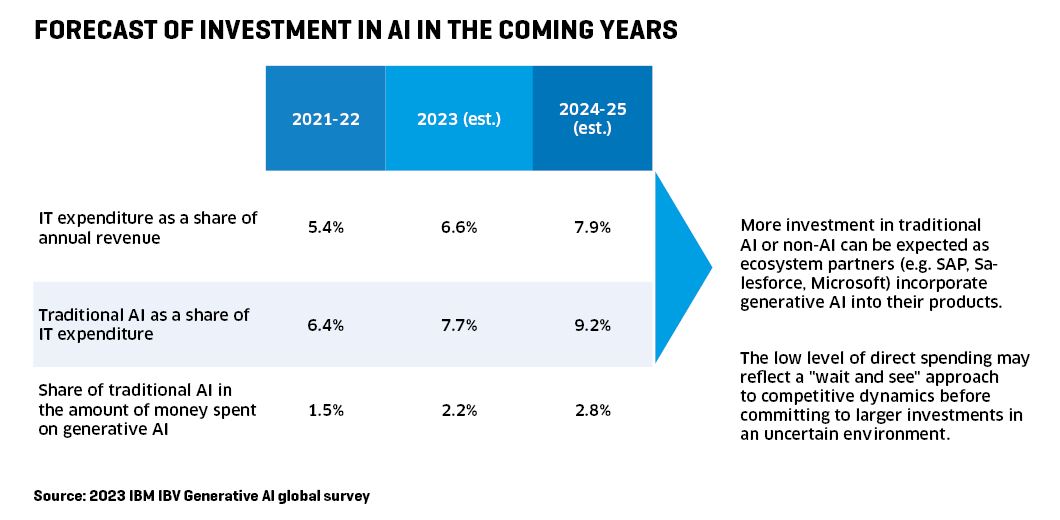
AI is already part of our everyday lives, but in the future, it is expected to fundamentally change our society. Eighty percent of companies say they are planning or have already started AI-related projects. Overall, global GDP is expected to grow by up to 7% over the next ten years thanks to AI.
AI has also been used in maintenance and in the coming year, the potential of new generic AI models will be increasingly brought to maintenance. In the future, this will also strongly change the operating models and practices of maintenance.
What is AI?
AI is a broad and multi-dimensional concept. It is also used loosely in very different contexts. In simple terms, AI refers to the ability of a machine to use skills traditionally associated with human intelligence, such as reasoning, learning, designing or creating. Even the definition of human intelligence is not unambiguous but, in some ways, a philosophical conundrum. AI is therefore not a single technology or solution, but a set of different technologies, applications, methods and research directions, depending on the point of view.
At a high level, AI is often divided into weak and strong AI.
Weak AI
Weak AI is also referred to as applied, narrow and traditional AI. Weak AI refers to systems that are designed to solve a specific task. Examples of weak AI solutions include Apple’s Siri assistant and Netflix’s recommendation engine. Unlike traditional programming, where all rules must be defined individually, weak AI models are trained for a specific task using training data. The trained models can then find regularities, anomalies, relationships, etc. in the data. Most current AI solutions are based on weak AI.

Weak AI technologies include machine learning, deep learning, neural networks, speech recognition and machine vision. In particular, in deep learning, complex model structures can lead to a loss of generalisability of the solution.
Strong artificial intelligence
Strong AI, also referred to as general, creative or human-level, aims to mimic human cognitive ability in the most general way and is capable of performing tasks that go beyond human intelligence.
Such an AI would be able to learn and understand complex concepts, apply knowledge to different situations, and demonstrate creativity and abstract thinking in a wide range of tasks. This requires a deeper understanding of the meanings of data sets. However, solutions based on strong AI are not yet in practice.
Generative AI
Currently, AI is often referred to as generative AI, but this is not the same as strong AI. Generative AI refers to a subset of machine learning that focuses on creating new content, such as images, music or text. It is often based on deep learning and neural networks that are trained to create complex models and generate new content.
While generative AI can be highly advanced and capable of producing impressive content, it has not yet reached the level of strong AI, where a machine is capable of independent thought and understanding in the same way as a human.
Generative AI is suitable for illustrating solutions and creating something new. For example, it can be used to generate entirely new text, speech, images, sound or code. These can be varied based on previous implementations. Humans do this quite commonly. Creating something new is demanding for both AI and humans.
Generative AI has been made possible by new advanced AI foundation models developed by corporate research and development teams using massive computational and data resources.
One example of an advanced AI foundation model is the Large Language Model. These are the basis for AI solutions for text analysis and research. These models can also be used to summarise and translate previously written texts.
For example, ChatGPT, developed by Open AI, is based on a large language model. A Chatbox-like interface allows you to ask questions. These questions are answered based on the information that is used by the model – in practice almost all public information on the Internet – and the answer is given in the way the model sees fit.
In addition to the broad language models, there are a large number of other advanced AI-based models for a variety of uses.
Advanced AI models have been developed by Amazon, Google, IBM, Microsoft, NVIDIA and several smaller players.
What can AI be used for?
Solutions based on weak AI are already in use in maintenance today. For example, equipment condition monitoring and solutions that predict future equipment failures are based on weak AI technologies such as machine learning. The next part of this series of articles will explore these solutions in more detail.
Typical applications of generative AI include automation of various customer service situations, automation of IT support services, automation of repetitive routines such as job application reviews, etc. The interactive use of experience by varying questions is the basis for this growing set of applications.
Despite the huge attention that generative AI has received, the use of generative AI in general is still limited and has not yet been widely exploited in maintenance. However, various maintenance system vendors are heavily developing their systems in such a way that generative AI can be used in those use cases where it makes sense. The final part of this series of articles will explore these in more detail.
It is of course an intriguing idea that AI could easily and autonomously handle all of the above. However, there is a huge amount of research, algorithms, models and technology behind the various AI models. Deep human expertise is still needed to make use of all this.
The challenges of harnessing AI
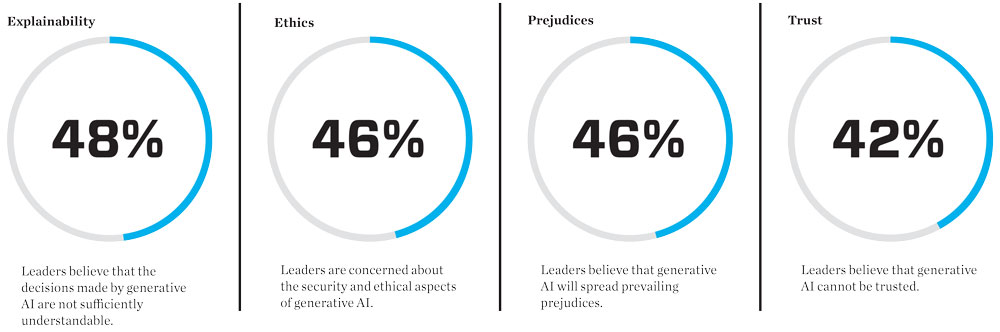
Despite the undeniable benefits of AI, there are many issues, especially with generative AI, that those using it need to consider. Some of these issues are very practical, while others may involve larger ethical issues.
An AI model is trained against a set of data, and the quality and representativeness of this set of data will determine to a large extent, the usefulness of the solution for a specific application. There are many ways to improve the quality of the data. For example, signal analysis and feature extraction can be used to build indicators that describe performance better than mere measurements. Data analysis would provide a more meaningful basis for cognitive analysis, i.e. AI proper. So how much data should and should not be manipulated?
The umbrella term AI covers a wide range of technologies, applications, methodologies and research directions.
In using AI, it is also important that the problem to be solved is of the right size. AI can be used to try to find solutions to large-scale problems, but this should be done with great caution. The result may look good, but is it reliable?
From a security point of view, it is important to note that the data exported to public intelligence services, such as ChatGPT, is public data for everyone from a security point of view.
AI models can be trained on data sets whose quality and origin are not known. This can lead to offensive, biased or outright wrong answers. Not knowing how the AI arrived at its answer also calls into question the reliability and usefulness of the answer. Verification is needed to identify biases and errors.
There may also be copyright restrictions associated with AI solutions and the data sets used, which need to be taken into account.
Expertise and AI are mutually supportive.
For these reasons, there must be governance mechanisms in place to ensure that the risks associated with AI are properly assessed. Risks may be related to the reputation of the company and regulatory or operational issues. Ultimately, it is always up to the user to evaluate the quality of the answers provided by AI.
Data for decision-making
According to a wide range of studies, companies consider the use of AI to be one of their top priorities for the future. AI provides additional data for decision-making. It can deliver significant business benefits and the payback period for investing in AI can be very short. It would therefore be good for companies to explore the potential of AI while taking into account the challenges and risks associated with AI for decision-making. Expertise and AI are mutually supportive.
In the following parts of this article series, we will discuss in more detail how AI can be used specifically in the development of maintenance.
Text: Hannu Niittymaa, Solutions Engineer, IBM Sustainability Software
PHOTOS: IBM, SHUTTERSTOCK, freepik
Subscribe to the free Maintworld newsletter here!
The Role of Ultrasound in Maintenance 4.0 – Enabling Predictive Maintenance

Industry 4.0, the ongoing digital transformation of manufacturing, emphasizes intelligent machines, data-driven decision-making, and interconnected operations.
Maintenance 4.0 will be a fundamental part of this revolution and maintenance teams will need to shift from reactive maintenance (fixing problems after they occur) to predictive maintenance (anticipating and preventing failures). We will take a close look at how ultrasound sensors and data-collection instruments will play a key role in this shift to Maintenance 4.0.
The role of Ultrasound
In the era of Maintenance 4.0, ultrasound technology emerges as a critical tool for pinpointing equipment health. Ultrasound excels at detecting subtle changes, like increased bearing friction – a telltale sign of bearing wear, bearing damage or even lubrication deficiencies.
By capturing these early warnings, ultrasound empowers proactive maintenance strategies. Technicians can address lubrication issues before they escalate, preventing costly breakdowns and maximizing equipment lifespan.
Ultrasound’s Applications and Advantages: Shining a Light on Hidden Issues
By capturing these early warnings, ultrasound empowers proactive maintenance strategies.
Ultrasound proves particularly valuable in several key areas of Maintenance 4.0 and has some unique strenghts:
Bearing Condition Monitoring – Earliest Warning of Failure: Ultrasound effectively identifies bearing wear, lubrication deficiencies and other issues by simply monitoring any increase in friction. This allows for corrective actions before breakdowns occur or even before failure itself.
Optimizing Lubrication: Did you know that 60% to 80% of bearing failures are related to poor lubrication? Ultrasound helps assess lubrication effectiveness, ensuring optimal performance and extending equipment life. Ultrasound instruments will also help maintenance technicians to be sure they apply only the right amount of lubricant, avoiding the very common problem of over-lubrication.
Monitoring Slow Speed Bearings: Traditional vibration analysis often struggles with slow-speed machinery. Since ultrasound will monitor any increase in friction, it is very effective in monitoring the health of these critical components.
Cases & Examples: Using Ultrasound-Based Solutions for Early Failure Detection
CASE 1: Bearing Fatigue Detected in a Flour Milling Plant
A flour milling facility invested in placing ultrasound sensors on multiple critical bearings. The sensors are connected to a data processing unit – called the 4Cast – which then connects to a data management software. This setup makes it possible for the maintenance team to be notified via email or SMS as soon as the 4Cast detects that a certain bearing has reached an alarm level – it is possible to setup low level and high level alarms.
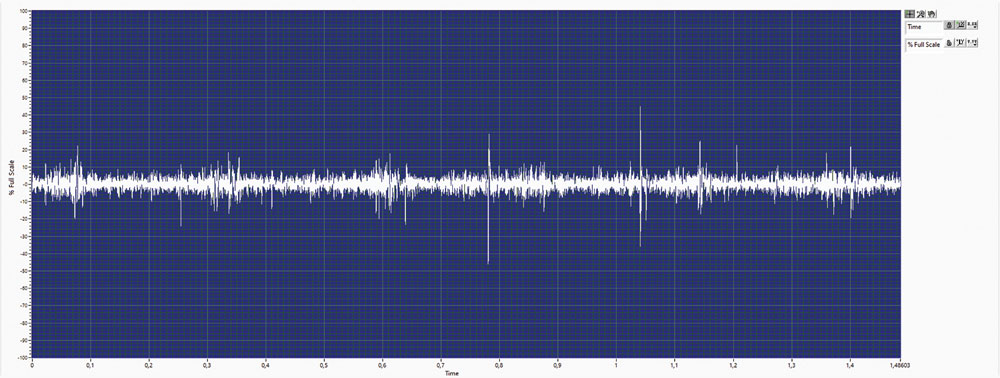
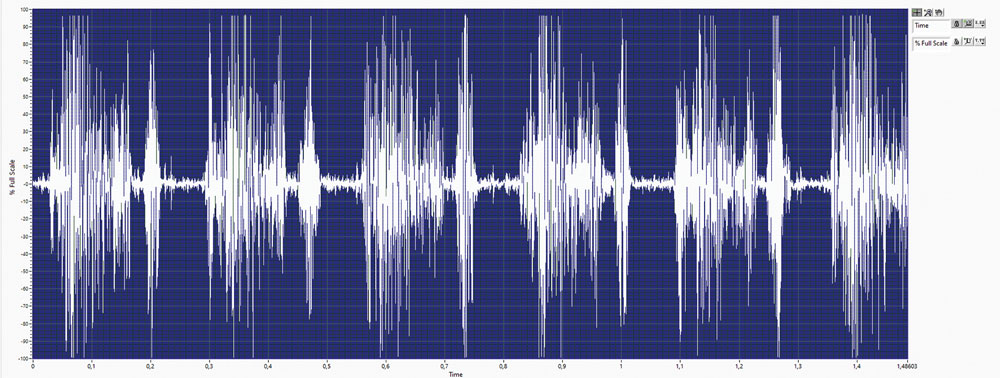
Because the idea was to monitor critical bearings, the maintenance team decided to let the system warn them as soon as a low alarm level is achieved. We can see in this image how the dB readings from this bearing, belonging to a sifter, kept hitting the low alarm and would not stay below the baseline level. The team decided to take a better look into the sound file from this bearing, and this is how it looked like.

When compared to a sound recording from a bearing whose readings were according to baseline, it became very clear that the bearing had some sort of defect. Notice the difference in amplitude between the spectrum of these sound files. The team decided to tear the 35 cm. bearing apart to confirm the damage, finding clear signs of bearing fatigue, observed in both the outer race and the rolling elements.
Usually, in pulp and paper plants we will find a wash floor or wash area, where the paper comes through to be thoroughly cleaned / bleached. That job is done by a machine called a bleach decker, which is considered a critical and fundamental piece of equipment for production operations.
CASE 2: Critical bearing failure at a pulp and paper plant
In this particular plant, which has a predictive maintenance program in place, it was decided to invest in online monitoring for these machines, using ultrasound sensors. This machine has 4 bearings, of about 120 cm diameter, rotating at 3 RPM.
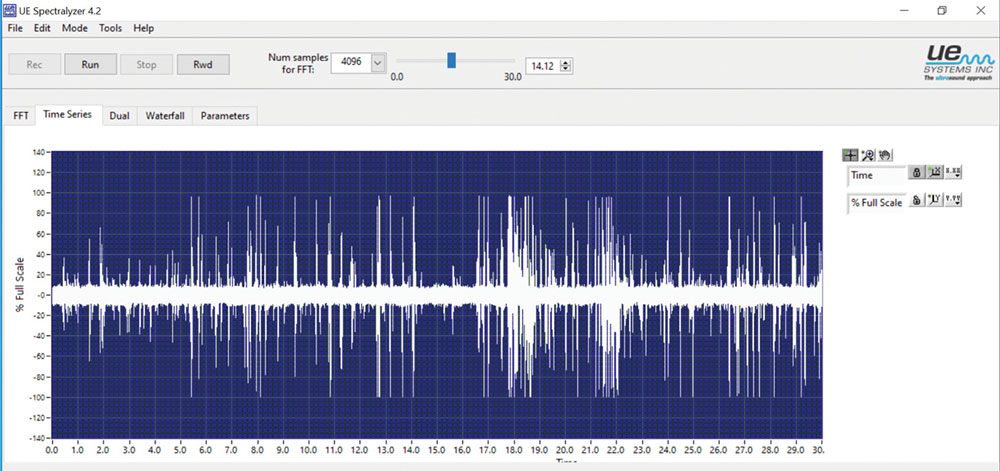
The online monitoring system (4Cast) received an unusual decibel reading from one of the ultrasonic sensors. The NDE (non-drive-end) bearing of this bleach decker was registering 17dB when, normally, a bearing rotating at such slow speeds like 3RPM should simply show a 0dB reading.
This triggered the system to immediately alert the maintenance team. In this case, and even though the machine was apparently working as expected, the sound file spectrum showed a very different story.
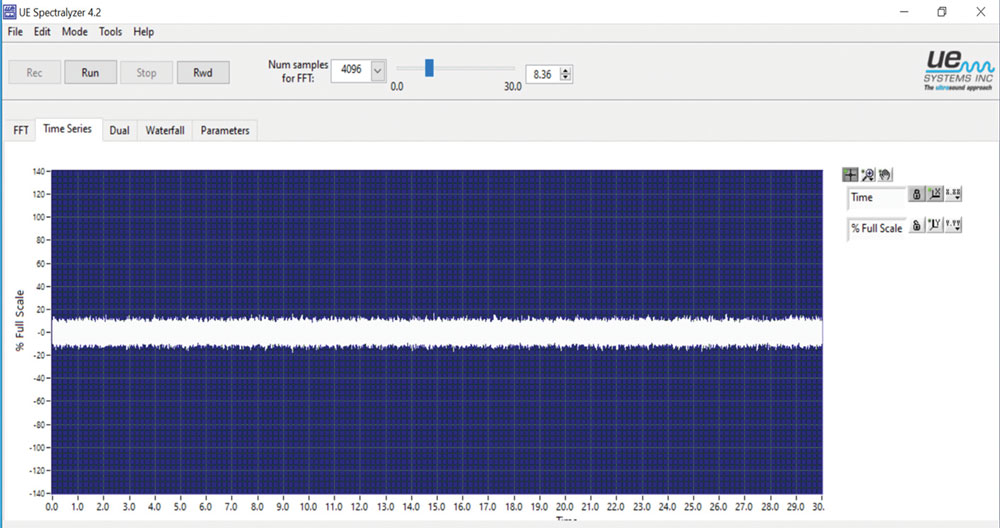
The peaks shown in this sound sample clearly indicate a problem with the bearing. Also, when reproducing the sound file, we could very clearly hear the impact noises. The failure was even more obvious when the sound file was compared to a sound recording from one of the other bearings.

When the bearing was dismantled, the damage was clearly visible. The signs of impact are obvious. Also, metal fragments were found in the shaft, plus spalling, with some pitting, and slight abrasion were present in the outer race
Text and photos: UE Systems
Subscribe to the free Maintworld newsletter here!
AI and Maintenance
Artificial intelligence is a real game changer, most probably also in maintenance. In this magazine, we start a series of articles on the use of AI, with the aim to bring concreteness to the scene.
The series consists of three articles. In the next episode, we will highlight practical solutions and then take a step towards the future.
Unfortunately, at the moment it seems that artificial intelligence is mainly used to manipulate and distort reality. Some time ago, when I was wandering around social media, I noticed a friend’s update from “Italy”. The picture turned out to be processed, but at first glance the picture did not differ from the real thing. Basic consumers have numerous options for easy editing of pictures and videos, and all the time, what is on offer is increasing. Producing text with the help of artificial intelligence is almost a basic task for everyone. While the initial use of AI has not been very encouraging, I remain hopeful that we can harness it as a valuable tool.
We have been evaluating the position of information printed on paper in our own operations for several years. The fact is that the share of print media has decreased and will continue to decrease. Does print have a place in the future?
When talking about technology, the basics don’t generally get old over the years. Facts always find their readers, and a paper book is still the best user interface according to many.
The Maintworld magazine in your hand is still delivered in print. The PDF-version of the magazine can also be read fresh online. In the last couple of years, the number of clicks online has grown strongly and some of our readers have also indicated their wish to receive the magazine only in electronic form.
In addition to the AI content, this issue also covers many other topical issues. For example, the expert article “The Future of Sustainability Lies in Maintenance” discusses the important role of maintenance in the transition to a sustainable circular economy. In addition, we can read about the results of scientific research on the challenges of measuring the benefits of energy efficiency.
I’m still happy to receive your feedback and story ideas.
Editor-in-Chief, Maintworld Magazine (until the end of 2024)
Subscribe to the free Maintworld newsletter here!
LG Accelerates Smart Factory Solutions Business
The Production engineering Research Institute (PRI), which has been enhancing production and manufacturing competitiveness for LG Group affiliates, is now extending its expertise to external clients. Services offered include production consulting, development of equipment and operation systems and training for technology personnel.
Major clients include secondary battery manufacturers, automotive parts manufacturers and logistics companies. LG plans to aggressively expand into industries with rapidly growing factory demand, such as semiconductors, pharmaceuticals, biotechnology and food and beverage. The goal is to develop the smart factory solutions business into a multi-trillion KRW enterprise by 2030, excluding revenue generated within the LG Group.
LG has accumulated vast amounts of manufacturing data and know-how through 66 years of factory design, construction and operation. In the past decade alone, the company has amassed 770 terabytes of manufacturing and production data.The company’s competitive edge also lies in its various core production technologies essential for smart factory configuration, with PRI filing over 1,000 patents related to smart factory solutions. Smart factory solutions focus on minimizing even the briefest delays or minute errors between processes. For example, at LG’s refrigerator production line in Changwon, a refrigerator is produced every 13 seconds.
A 10-minute delay in the production line would result in a production shortfall of 50 refrigerators. Assuming the price of one refrigerator is KRW 2 million, a 10-minute delay translates to a loss of KRW 100 million. The production system design and operation solutions leverage real-time simulations using Digital Twin technology.
Before the factory is built, a virtual replica identical to the real factory is created, allowing clients to preview the production and logistics flow. During the operational phase, analyzing real-time data helps detect bottlenecks, defects and malfunctions in the production line in advance, thereby contributing to productivity improvement. Sensors installed throughout the factory detect abnormal signals such as vibrations and noise caused by equipment aging or lack of lubrication.
Big data is then used to determine the causes and recommend corrective actions. Generative AI based on large language models allows for easy use through voice commands. For example, saying “abnormal vibration in equipment A at 2 p.m.” records the abnormal signal on the server. A command like “show recent abnormal vibrations and corrective actions” provides a list of defect types and previous corrective actions in order of likelihood. Additionally, LG has developed a real-time detection system powered by Vision AI.
This system learns the factory’s normal operating conditions and detects anomalies such as temperature fluctuations and defects. It also enhances factory safety management by identifying workers who are not properly wearing safety helmets or work vests. LG’s intelligent autonomous factories in Changwon, South Korea, and Tennessee, USA, have been recognized as Lighthouse Factories by the World Economic Forum. Following the implementation of smart factory solutions, productivity at the Changwon plant increased by 17 percent, energy efficiency improved by 30 percent, and quality costs due to defects were reduced by 70 percent.
Subscribe to the free Maintworld newsletter here!
Eu’s Goal of Increasing Self-Sufficiency in Mining Operations
All lithium chemicals used in electric car batteries and mobile phones are mined and processed outside Europe.
At the beginning of 2023, the European Commission took a significant step towards self-sufficiency by publishing the Critical Raw Materials Act (CRMA). The regulation defines clear goals for developing the value chain of strategic raw materials and focuses, among other things, on lithium processing.
At the beginning of this year, the EU-funded international LITHOS project, for which finnish VTT has the leading responsibility, started to develop more efficient lithium recovery. The project involves close development cooperation with projects in France and Portugal, for example. The project aims to enable existing processes to utilise larger shares of lithium resources and brings innovations to processing lithium mineral impurities.
The goal is to develop a concept that allows for 90 percent lower water consumption and a significant reduction in carbon dioxide emissions compared to current operations in Asia, thus making the processes that apply LITHOS significantly more environmentally friendly than current methods.
The long-term goal is to support Europe’s ambitions to improve its self-sufficiency of lithium supply by increasing the recovery rate of mining and refining operations.
Subscribe to the free Maintworld newsletter here!
Towards an Energy-Efficient Production Process – Measuring and Evaluating Cost Savings and Environmental Benefits

Improving energy efficiency is crucial for reducing energy consumption and emissions in the production process while achieving cost savings. Comprehensive maintenance and energy efficiency go hand in hand, although reliably measuring these benefits can be challenging.
The environmental and economic pressures to manufacture products in the most sustainable, energy-efficient and resource-efficient way are constantly increasing. Enhancing energy efficiency in manufacturing is a key strategy for meeting sustainability goals. It reduces both energy consumption, cost and harmful environmental impacts. Regular maintenance of machinery and equipment helps extend their lifetime and reduces the need for repairs, further supporting sustainability objectives. Moreover, investments in energy efficiency optimise energy consumption and generate long-term cost savings.
The role of life cycle thinking
Life cycle thinking allows companies to assess the environmental, cost, and resource impacts of their production processes and equipment throughout their life cycle. Tools like Life Cycle Assessment (LCA), Life Cycle Costing (LCC) and Social Life Cycle Assessment (SLCA) provide frameworks for evaluating sustainability.
LCC focuses on minimising the life cycle cost of machinery and equipment in the production process throughout their lifetime.
Life Cycle Costing (LCC)
Life Cycle Costing (LCC) focuses on minimising the life cycle costs of production processes, machinery and equipment at different life cycle stages, following the principles of IEC 60300-3-3 and ISO 15663. LCC can be used to plan and improve the efficiency of production processes and maintenance, compare different processes, select the most suitable alternatives, and reduce adverse environmental impacts. LCC assesses cost across all life cycle phases – design, procurement, installation, operation, maintenance, and end-of-life – optimising the total cost of ownership, including energy efficiency considerations.
Life Cycle Assessment (LCA)
Life Cycle Assessment (LCA) evaluates the environmental impacts of a product or process throughout its life cycle. LCA is standardised by ISO, with ISO 14040 outlining the main principles and framework, and ISO 14044 specifying the requirements and guidelines for conducting the assessment. Like LCC, LCA helps identify and energy-related challenges, offering insights to improve energy efficiency and reduce harmful environmental impacts. It also enables systematic comparison of alternatives, supporting more sustainable decision-making.
The new digital platform will enable the integration of smart energy solutions into production systems and business processes.
Challenges in assessing benefits
Real-time measurement of energy consumption, alongside the evaluation of associated economic and environmental benefits, is a central challenge in industrial energy efficiency projects. Verifying energy savings remains a challenge for the growth of the energy services sector.
Both LCA and LCC require detailed data on energy consumption, waste, and maintenance measures to assess the environmental and cost savings from energy efficiency improvements accurately. Insufficient or poor quality economic and technical process data can affect the reliability of the analysis results, leading to misleading conclusions.
Integrating and harmonising data for both environmental and economic impact assessment can be complex. Additionally, life cycle cost assessments often focus only on direct costs, often ignoring indirect cost impacts. There is also limited empirical evidence on the links between energy efficiency investments, long-term savings, and sustainability. Standardised methodologies are needed to address these challenges effectively.
Environmental impact assessment
Environmental impact assessment and the integration of LCA and LCC analyses, conducted as part of the DENiM project, were performed in collaboration with the University of Applied Sciences and Arts of Southern Switzerland (SUPSI). The environmental impact indicators applied align with the Global Reporting Initiative (GRI) standards, covering key dimensions such as materials, energy, water, emissions, and waste. The environmental impact assessment focuses on the use of production resources and production emissions.
Seven impact categories from the Product Environmental Footprint (PEF) and the Organisation Environmental Footprint (OEF) were selected as the most relevant for assessing the energy efficiency of production processes. These are:
‑ Climate change
– Photochemical ozone formation (impact on human health)
– Acidification
– Eutrophication (freshwater)
– Water use
– Resource use (minerals and metals)
– Resource use (fossil fuels).
The project also developed tools for the integrated assessment of life cycle costs and environmental impacts, including the LCC tool developed by VTT, described below.
A new tool for assessing life cycle cost and visualising results
The web-based DENiM LCC tool enables users to identify and evaluate the life cycle cost and cost savings associated with energy efficiency improvements in production processes and equipment. The tool supports companies in optimising energy efficiency from an economic perspective. The analysis includes several steps, integrated into the tool, such as the cost structure presented in Figure 1. The tool comprises the following modules:
‑ Management: Start a new LCC analysis or update an existing one.
‑ Estimation basics: Define the production process, production assets and equipment, and LCC calculation parameters.
– Costs and cost functions: Enter data for CAPEX, direct OPEX, productivity and material loss cost.
– Outputs: View performance indicators and graphs, including life cycle cost, energy cost, annual cost and cost per machine hour.
– Sensitivity analysis: Monte Carlo-based simulation to assess the impact of uncertainty on costs and cost savings.
Figure 2 presents an example of a graph comparing the life cycle costs of different production assets across three cost categories: CAPEX, OPEX, and productivity and material loss costs.
For more information on the DENiM project, visit denim.fof.eu . The project has received funding from the European Union’s H2020 research and innovation programme under contract No 958339.
![]()
VTT Technical Research Centre of Finland Ltd is a Finnish, fully state-owned limited liability company. The special duty of VTT as an independent and impartial research centre is to promote the wide-ranging utilisation and commercialisation of research and technology in commerce and society.

TExt: VTT Ltd, Minna Räikkönen, Saara Hänninen, and Teuvo Uusitalo Images: shutterstock, VTT

Subscribe to the free Maintworld newsletter here!
The Market for Industrial Fuel Control Components and Systems is Developing
According to a recent report published by Fact.MR, the global market for industrial combustion control components and systems is expected to reach US$19.31 billion by 2024. The market is further projected to grow at a CAGR of 5.8% from 2024 to 2034.
The global market for industrial combustion control components and systems is forecast to reach USD 33.94 billion by the end of 2034. The global demand for industrial combustion control systems and components is high due to their wide range of applications in a variety of industries. These systems are essential for maximizing fuel economy, reducing emissions and improving overall process control in sectors such as metallurgy, oil & gas, power generation and chemicals.
North America is expected to reach USD 11.57 billion by the end of 2034. US market revenues are expected to reach USD 9.28 billion by the end of 2034. Spain’s share of the Western
European market is forecast to reach 13.8% by 2034.
The integration of machine learning and artificial intelligence into combustion control systems is a major step forward. These intelligent systems adapt to changing fuel quality and load conditions by continuously optimising combustion parameters in real time.
Another innovation is the creation of advanced sensors and analysis tools. Big data analytics combined with high-precision sensors give users a comprehensive understanding of combustion processes. Predictive maintenance, early detection of faults and predictive optimisation techniques are thus possible.
With the introduction of IoT-enabled combustion control systems, operational flexibility has increased and downtime has been reduced thanks to remote monitoring and control. These developments will open up advanced combustion control to more and more people worldwide through improved user interfaces and seamless integration with existing industrial automation systems.
Subscribe to the free Maintworld newsletter here!
New Guidance for Measuring The Carbon Footprint of Offshore Wind Farms

A first-of-a-kind methodology to standardise how the carbon footprint of an offshore wind farm is measured has been published by the Offshore Wind Sustainability Joint Industry Programme (SUS JIP). The collaborative initiative aims to help the global offshore wind industry scale up as sustainably as possible to meet global Net Zero targets by 2050.
The methodology will enable more accurate and standardised assessments of carbon footprints across the full lifecycle of offshore wind developments. It is applicable to fixed-bottom and floating offshore wind turbines, whether prospective, operational, or at any other stage of their lifecycle. It also has the potential to support carbon emission transparency on offshore wind projects, facilitating action on non-price criteria following recent changes to many international offshore wind auction requirements.
The Carbon Trust collaborated with twelve SUS JIP industry partners — representing around a quarter of installed wind farm capacity globally — to devise the methodology. These include bp, EnBW, Equinor, Fred Olsen Seawind, Parkwind, Orsted, RWE, ScottishPower Renewables, Shell, SSE Renewables, Total Energies, and Vattenfall. The methodology also received input from several international research bodies, public bodies, industry, and wind trade associations as part of a consultation process.
The methodology is available to any offshore wind industry stakeholder, such as supply chain companies, consultants and developers involved in measuring the carbon impact of an offshore wind project, including the electricity generated and delivered to the grid. It provides a breakdown of how the carbon footprint can be calculated for all activities related to the material extraction, manufacturing, construction, installation, operation, decommissioning and end-of-life of the core infrastructure.
The SUS JIP partners will use this methodology to support the standardisation of carbon emissions reporting. All twelve developers strongly encourage their networks and supply chains to refer to this publicly available methodology and are keen to have continuous partner engagement on this topic.
“Having transparent data on the carbon footprint of offshore wind farms is a game-changer. It allows developers to better understand and reduce the carbon emissions of their projects, while giving investors the ability to make informed, side-by-side comparisons between developments,” says Mary Harvey, Programme Manager for SUS JIP from the Carbon Trust.
Subscribe to the free Maintworld newsletter here!
Latest





