Celebrating Synergy Asset Social Networks Unleashed
Efficient maintenance and asset management are paramount for enhancing manufacturing productivity and curbing the total cost of ownership. In this realm, Prognostics and Health Management (PHM), and Condition-based Maintenance (CBM) have eclipsed traditional reactive and scheduled maintenance, particularly for high-value critical assets. Yet these methods grapple with a significant limitation: they are typically engineered to maintain individual assets, not the interconnected web of assets integral to manufacturing.
Prominent industry players monitor the condition of their critical assets by scrutinizing data sourced from myriad sensors to pinpoint trends and anomalies. The resulting insights drive maintenance strategies grounded in simplistic rule-based algorithms.
However, the effectiveness of the algorithms hinges on the expertise and knowledge of personnel analysing the data and devising rules, thus, rendering the algorithms resource-intensive and occasionally unreliable. Furthermore, they fail to identify issues tied to asset disparities, operating environments, and customer utilization patterns.
Recent research has honed in on “stochastic dependence,” modelling interactive asset behaviour within complex systems, dispelling the notion of independent and isolated silos. Nonetheless, for PHM and CBM to thrive, two pivotal challenges must be tackled:
• Facilitating data and insight sharing among assets to foster system-wide visibility of deterioration and performance enhancements for optimal asset health.
• Empowering assets to autonomously and collaboratively make maintenance and operational decisions grounded in overall system performance, rather than individual asset performance, ushering in not only comprehensive fleet and individual asset health assessment but also resource-efficient maintenance allocation.
Embracing Resilience and a Human-Centric Approach: The Catalyst of COVID
The global COVID-19 pandemic ushered in a new era of challenges for European industrial firms, with a particular impact on small and medium-sized enterprises (SMEs) navigating a fiercely competitive manufacturing landscape, as economies worldwide reopen following a prolonged disruption. Concurrently, recent years have witnessed tumultuous shifts in the socio-political arena, alongside conspicuous signs of climate change and an ongoing energy dilemma. Bolstering competitiveness within EU industries rests on a critical imperative: industrial assets and systems must possess the capability to adapt to their intricate and costly operational demands through innovative designs and unwavering reliability throughout their lifecycles. Vigilant management of equipment and system health and the associated risks is paramount to safeguard a secure and thriving industrial sector.
Efficient maintenance and asset management are paramount for enhancing manufacturing productivity and curbing the total cost of ownership.
Consequently, European industries should channel their efforts towards astute asset management, improving availability, maintainability, quality, and safety. Within this framework, Europe’s pursuit of global leadership hinges on establishing an internationally appealing, secure, and dynamic data-savvy economy, underpinned by a trustworthy artificial intelligence (AI) ecosystem.
Over the past decade, remarkable strides have been made in research and development, uniting novel data science methodologies in machine learning (ML) and AI to confront pivotal challenges in industrial automation and control. The technological evolution encapsulated by Industry 4.0 has advanced equipment diagnostics and prognostics from conventional physics-based models to data-driven ML techniques. Current strides in digitization, however, amplify the demand for human skill in dissecting extensive data sets. This calls for proficiency in data science, statistics, and programming, a paradigm shift that risks alienating the majority of “boots on the ground” – factory workers, maintenance engineers, and technicians – compelling them to either upskill or risk redundancy. Thus, humanizing digital technologies is a pressing imperative for this decade.
Beyond the human aspects, several fundamental obstacles are slowing the widespread industrial adoption of these emerging technologies. Firstly, AI algorithms rely on operational data, confining their applicability to scenarios with copious volumes of data. Secondly, prevailing strategies for mitigating data scarcity or imbalance hinge on aggregating data from vast asset fleets, and this approach falls short of delivering an optimal solution because the average behaviour of assets in a fleet fails to represent the intricacies of any individual asset. Thirdly, integration poses a formidable challenge within a system-of-systems framework, where an industrial ecosystem comprises diverse equipment types, often originating from various original equipment manufacturers (OEMs). These heterogeneous assets must flawlessly collaborate to attain overarching system objectives.
Achieving peak system performance necessitates pinpointing the ideal combination of actions across these assets in a dynamic and uncertain environment. Present-day AI techniques cannot really learn the intricate interrelationships between diverse system assets, impeding their utility in supporting decision-support systems reliant on equipment cohesion to achieve system-optimized outcomes. Collaborative AI emerges as a pivotal enabler, facilitating asset communication, data sharing among kindred assets, collective failure pattern learning, and behavioural optimization. Nonetheless, these techniques remain underdeveloped and unrefined for industrial equipment. For instance, clustering assets based on dynamic behavioural data similarity remains an elusive endeavour. Once akin assets are identified, seamless communication and operational status exchange, coupled with control action dissemination, become imperative. In this context, a fundamental challenge arises in machine-to-machine communications, exacerbated by a profusion of standards and protocols. This proliferation hampers communication between disparate equipment types from multiple OEMs—typical within intricate industrial systems.
These multifaceted challenges collectively relegate system-level optimization to a distant aspiration. Yet system-level optimization constitutes the very essence of efficient and effective 21st-century enterprises. How can data, information, and insights be seamlessly shared among asset fleets and human stakeholders, culminating in system-level optimization?
In the realm of consumer technology, data sharing through Internet of Things (IoT)-enabled devices via social networks is on the rise, offering avenues for benchmarking and performance optimization. Notably, companies like Garmin and Nike have pioneered platforms enabling consumers to share and compare data on their exercise routines. These data, collected through GPS and IoT-enabled wristbands, can provide an inherent health boost, as the exchange of health data, habits, and insights among peers promotes collective well-being. This social application of data holds immense promise in the realm of asset health management.
Presently, the bulk of research and development attempts to leverage IoT and social media to target end-consumers. These endeavours range from smart home appliances to data mining to harness consumer data from social networks and drive more refined and targeted marketing strategies. Our overarching objective, however, is to channel the potential of these groundbreaking technologies into the domain of manufacturing and industrial systems.
Elevating Digital Twins into Social Entities
The advent of the Digital Twin (DT) concept has ushered in the era of digitally replicating physical assets. It endows assets with true intelligence by incorporating software agents, paving the way for machines to communicate, collaborate, and cooperate indirectly, through their digital doppelgängers within what is known as the metaverse. This innovation holds the promise of surmounting the challenge posed by incompatible data standards and protocols, while bestowing assets with collaborative learning and decision-making capabilities.
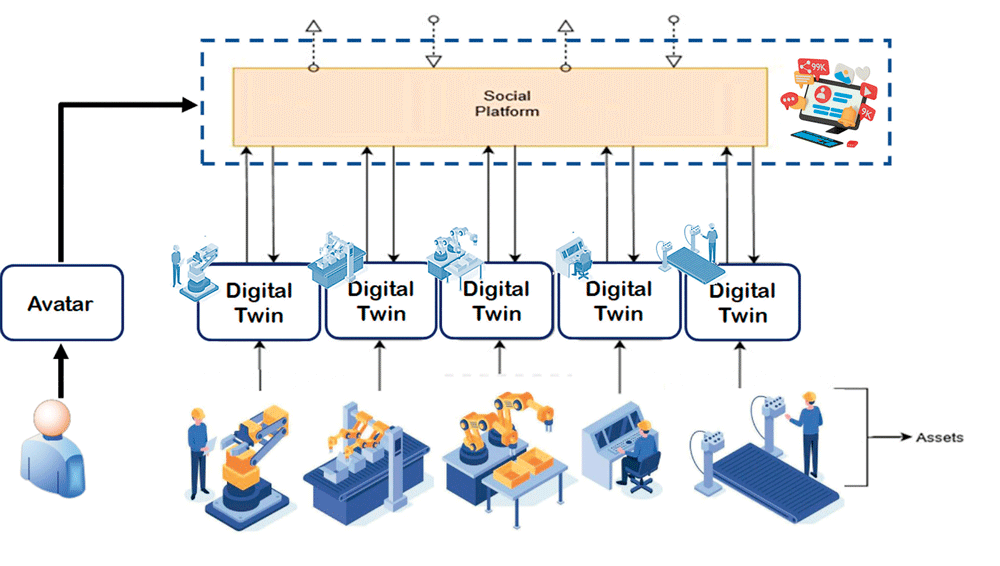
Although a gamut of DT models with varying functionalities has emerged in the era of Industry 4.0, integrating these DTs for deployment in complex systems and fleets remains a formidable task. The detailed exploration of architectures that amalgamate collections of DTs is largely uncharted territory. The focus has been on individual assets, necessitating more concerted efforts to materialize an interconnected federation of DTs. In a complex and dynamic system, such as infrastructure networks or expansive industrial plants, we envision a hierarchical structure for DTs. DTs representing virtual collections (e.g., subsystems or sub-fleets) of assets will reside in the upper levels of the hierarchy. These collections may dynamically form based on the “friendships” cultivated among social assets. Within this hierarchy, a “supervisory” DT that encapsulates the entire collection becomes indispensable. The demand for cognitive DTs equipped to design and deploy other DTs dynamically and autonomously, coupled with seamless interaction with humans in close cooperation – integrating avatars as part of the process – is a commendable aspiration within this context.
However, the technology for facilitating communication between DTs is still in its nascent stages; standardization is wanting, and industry-wide best practices are notably absent. Multiple disparate working groups have already developed a medley of standards describing heterogeneous assets at various levels. These standards offer generalized blueprints for DTs and have yet to gain substantial traction within the industry. Indeed, existing standards often suffer from overgeneralization or fall short of accommodating the swift evolution of DTs. Consequently, data shared across contemporary cyber-physical systems seldom adhere to a format readily comprehensible by human stakeholders beyond data specialists. Addressing this imperative entails devising solutions for sharing learning data and information. Messages exchanged between DTs and the social platform must incorporate ample context to ensure transparency, safety, and robustness, while enabling human agents to seamlessly participate in message processing. Augmenting transparency necessitates crafting a schema vocabulary for a standardizable information model, extending its capabilities to match the communication requisites between DTs and between DTs and human stakeholders. Safeguarding safety and robustness hinges on the implementation of explicit indicators for device health and data integrity.
Cultivating a Collaborative Digital Ecosystem: The Vision of Social Networks for Industrial Assets
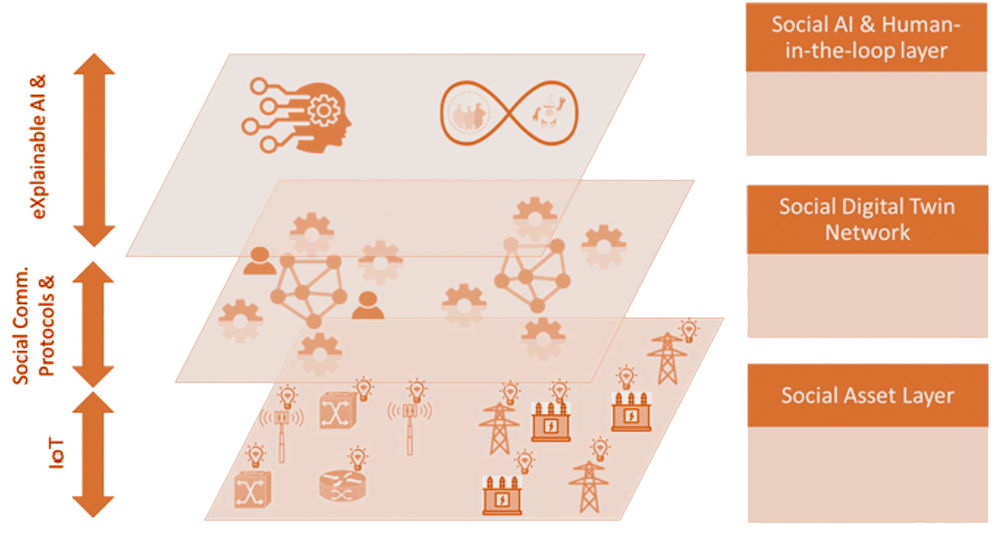
Picture a world where individual machines in factories across the globe and infrastructure assets within vast networks compile, upload, and disseminate condition and operational performance data, alongside human-comprehensible “status updates,” via a purpose-built social network platform. The potential for learning and optimization within this landscape is immense. Assets spanning a system or network can engage in collaborative learning, pattern recognition, and problem diagnosis, harnessing collective wisdom to adapt their behaviour, alleviate the burden on ailing equipment, and bolster long-term system performance. Operators, maintenance engineers, and managers gain the ability to peruse these status updates, pinpointing opportunities for efficiency enhancements and orchestrating measures to optimize their system’s performance.
The industrial systems of the future will comprise genuinely intelligent collaborating assets, seamlessly leveraging AI in conjunction with human expertise, fostering heightened efficiency and judicious resource allocation. The underpinning models driving these systems will be fortified by explainable AI (XAI), instilling trust in autonomous behaviour among human managers.
Realizing a vision of collaborative industrial assets through a social network within the realm of AI is a tough challenge. This interconnected and intelligent “social network” of assets draws inspiration from the social networks observed in biological entities. In its pursuit, the construction of a multi-agent ecosystem for a collaborative asset social network via a dedicated social network platform must duly acknowledge the indispensable presence of human stakeholders. This necessitates a robust foundation encompassing techniques for efficacious social network formation, algorithms empowering agents to cultivate contextual awareness, federated algorithms facilitating collaborative learning, and multi-agent reinforcement learning strategies for cooperative decision-making. The ultimate objective is to cultivate a network of diverse assets adept at collectively optimizing operations while mitigating climate impact and data vulnerabilities. The framework prominently involves humans, serving as essential contributors who both instruct and learn from software agents through cutting-edge data mining algorithms adept at deciphering intricate data and distilling actionable insights.
Professors Diego Galar, Ramin Karim and Uday Kumar from the Luleå University of Technology, Sweden


Subscribe to the free Maintworld newsletter here!
Sizing pumps and pump motors
End users or service centers often need to specify replacement pumps or pump motors, sometimes involving a retrofit or re-application project. A successful outcome depends on accurate assessment of application requirements and a good understanding of the parameters that govern pump performance. The information here relates to rotodynamic pumps (centrifugal and axial flow impellers) and not to positive displacement pumps.
Unlike motors, pumps are rated by head and flow, not by power. There’s no such thing as a 50 hp pump or a 100 kW pump. A pump can operate over a range of heads and flows, and the power required is determined by those and by the pump’s efficiency at the particular head-flow operating point. It’s helpful to know that “head” correlates to a measure of pressure. For water, it’s a simple conversion: 2.31 ft head = 1 psi (1 m head = 9.8 kPa). Here’s a simple formula that describes the relationship between head, flow, pump efficiency and pump power: (where k depends on chosen units)
While this formula is helpful for quickly estimating the power required for a rotodynamic pumping application with known head and flow values, you can only get accurate power values from the manufacturer’s pump curve. How to read pump curves is beyond the scope of this article. What is important here is that the power requirements vary with flow rate, so knowing the range of flow rates for the pump is essential to sizing a motor to the pump.
Sizing the pump
The process of sizing a pump and motor starts with sizing the pump for the application’s range of head and flow requirement. The following basic concepts are evident on the pump curve.
Flow requirement. A pump may operate across a wide range of flow rates, known as the Allowable Operating Range. Ideally, the pump should be designed to operate as close as possible to the Best Efficiency Point (BEP) and within the Preferred Operating Range. Pump efficiency will drop dramatically as flow rates move away from the BEP, and turbulent flow will reduce the reliability of the pump.
Head requirement. The head that a pump can deliver must match the application. If the maximum pump head is below the system demand, the pump will not produce flow (bad!). If the maximum pump head is much greater than the system demand (more than double), the operating point will not be near the BEP, and both efficiency and pump reliability will suffer.
Cavitation. Another important concern when selecting a pump for a specific application is the possibility that cavitation may occur. If the pump is to operate across a range of flow rates (rather than always operating near a single flow rate), cavitation will be more likely at the higher flow rates. Pumps have Net Positive Suction Head Required (NPSHR) ratings, which allow evaluation of the likelihood of cavitation at any flow rate using NPSHR values from the pump curve. Generally, lower-speed pumps are less susceptible to cavitation than higher-speed pumps. If the application has low suction head demands, a lower operating speed will be an advantage. At lower operating speeds, a larger pump impeller diameter will be required, and thus a physically larger and more expensive pump may be needed.
Sizing the motor
Once a pump of the proper size is selected for the application’s range of head and flow, the motor can be sized and selected to match the pump’s requirements.
Minimum power requirement. For most pumps, the power requirement varies with flow rates. Power requirements may increase or decrease with increased flow. The pump curve will provide that information. Obviously, the motor must have adequate power to meet the pump demand at the application flow rate with the highest power requirement. That’s the minimum power requirement for the motor. But it is likely the pump will have an Allowable Operating Range wider than the application demands.
Maximum power requirement. If application demands were to change at some future time, the pump might be expected to operate at a point where the power requirements are greater than the minimum power requirement. Therefore, it’s wise to consider the maximum power the pump could require under any operating conditions. This value is provided on the pump curve as the No Overload Power (NOL) rating. In some cases, the difference between the minimum power requirement for the application and the NOL rating may be absorbed by the motor service factor. In other instances, sizing for NOL power may require a higher power motor.
Conclusion
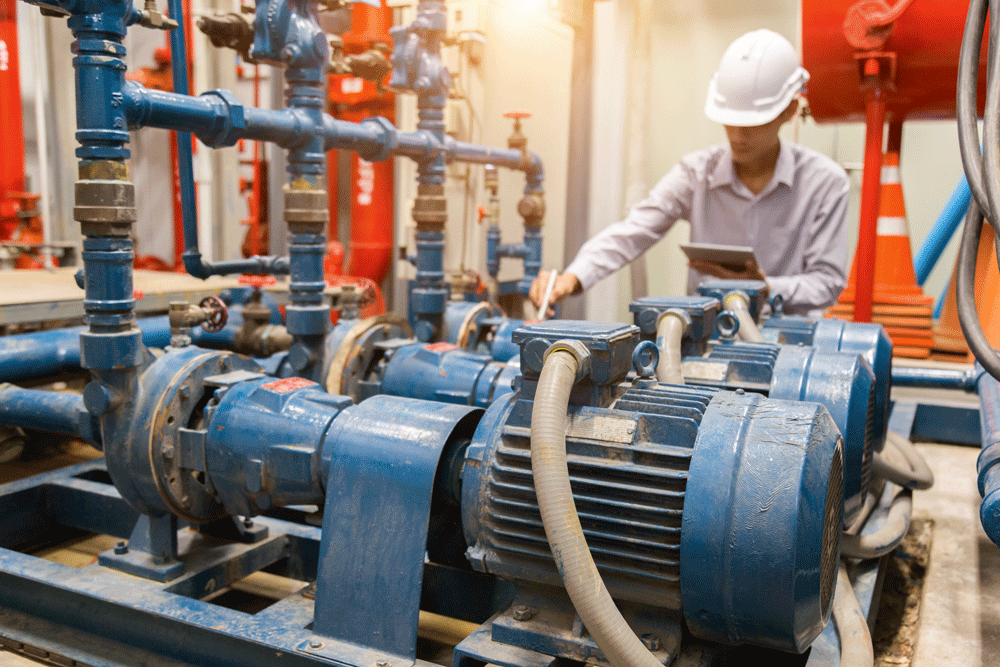
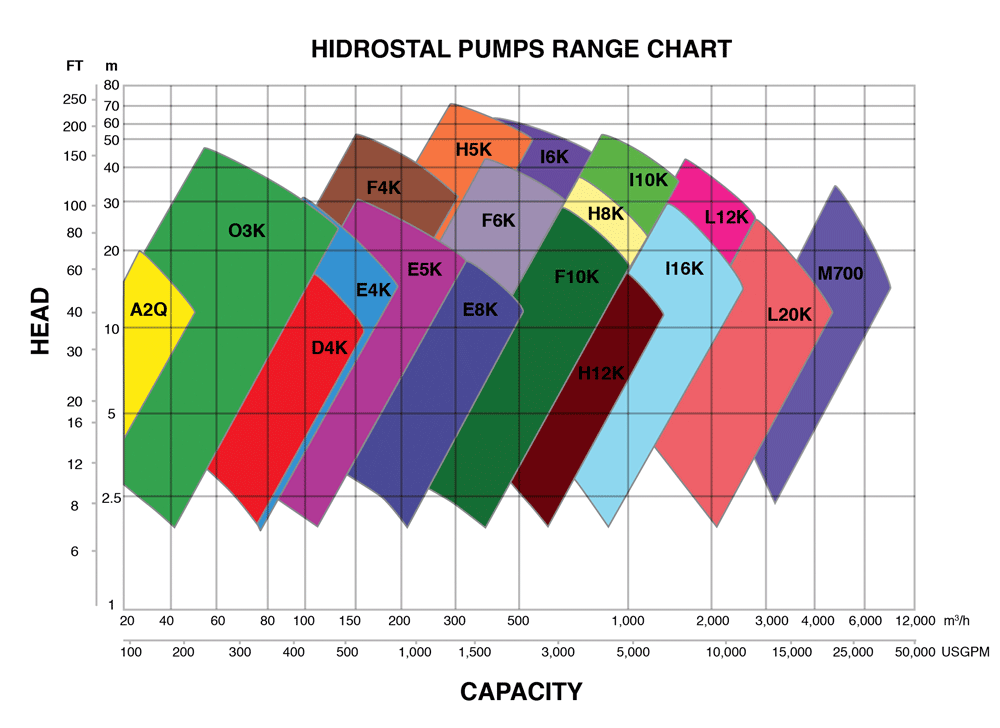
Sizing a pump and a pump motor for an application is not a trivial endeavor. The application head and flow requirements must be known. The pump power formula provided above, with the “k” to match the selected units, will provide a good estimate of the size of the machine. Pump vendors have pump selection charts which are generalized versions of the pump curve that will help with pump selections. Those charts and related reference data will provide NOL power ratings. The person responsible for selecting a pump and motor should have the appropriate pump curves and motor data and know how to read them.
About EASA, Inc.
EASA, Inc., St. Louis, MO USA is an international trade association of more than 1,700 firms in nearly 70 countries that sell and service electromechanical apparatus.
Eugene Vogel, Pump and vibration specialist at at the Electrical Apparatus Service Association (EASA, Inc.)
Subscribe to the free Maintworld newsletter here!
Changes do happen; more and more women enrol in technical colleges
Master of Mechanical Engineering Iva Condrić is the head of the Maintenance Coordination Service in the Thermal Power Plant Sector of HEP Proizvodnje d.o.o – a company belonging to the elektroprivreda (HEP) concern. She is one of the few managers of technical services at HEP Proizvodnja.
We met Ms Iva Čondrić at her workplace in Vukovarska street in Croatia, smiling and relaxed. The frequent ringing of the phone, which she will turn off for a while, and a pile of documents on the table, papers, books, magazines, who knows what else, is very revealing. It tells how many strings have to be pulled to keep the complex technical systems of thermal power plants functioning. We asked her how she would describe her education.
– I don’t think that there are interesting peculiarities here, she explains.
– I finished elementary school in Trešnjevka, Zagreb, then I attended and graduated from the 10th high school and entered the Faculty of Mechanical Engineering and Shipbuilding in Zagreb. But, when you start working, education doesn’t stop. I don’t even know how many seminars, training courses, congresses I have attended. I have also passed the professional exam for a certified engineer. After completing my studies, I worked for a short time at VIP, and then I got a job at HEP.
Maybe the peculiarity is that you were probably one of the few girls, women, who enrolled in the study of mechanical engineering.
– That’s right, there were only seven girls out of 420 students. During my studies, I had several friends among my colleagues and only one female friend. Quite simply, a few of us girls scattered across various fields of study. Today it is already different, the number of female students at FSB and at FER may have increased tenfold. Even today though, 80 percent of students at technical faculties are male.
Men and women have the same reasons for enrolling in engineering studies; interest in natural sciences, mathematics, engineering, desire to establish themselves in well-paid and dynamic jobs. They are equally capable, however…
– Prejudices and division into male and female occupations still prevail.
Research has shown that, depending on the part of the world, men make up 80 to 90 percent of engineers in companies. Some women swayed by prejudice give up engineering studies or finish them and engage in other jobs. Have you had bad experiences, with regard to the “male studies”, then the “male occupation” you have acquired and the “male job” you perform?
– Relatively often!
Really?
– Occasionally in business circles, occasionally in private ones. One way or another.
I still have a hard time understanding it.
– Some colleagues, friends, and acquaintances from time to time compliment my appearance, nice outfit. I don’t think the least bad about them because I believe, I’m sure they don’t have any bad intentions, well…
… but it is still about our patriarchal stereotype according to which it is desirable that a woman is always beautiful, well-dressed.
– Exactly.
And for a woman to compliment men like that… However, when I asked you the question, I was referring to your engineering occupation and leading position in the maintenance sector.
– Occasionally. I had a bad experience already during my studies. Interestingly, my colleagues accepted me very well, there were never any doubts or teasing, but at some point a professor asked me if I had mistakenly entered the door of the faculty, with the illusion that the door of the Faculty of Philosophy was a hundred metres away. It was a stressful moment, but I decided to prove to him and to myself that I came to study at the right door.
I know quite a few great professors from technical studies, but this attitude is very sad.
– I don’t think it happened often. All in all, I got encouragement from that situation. Today, it can happen that my colleagues are surprised behind my back: a woman, a machinist, a maintenance manager… I lead a meeting, we solve a problem, and I’m the only woman among men! I’m not saying it’s a rule. Even the opposite; just as the vast majority of professors supported female students during their studies, the vast majority of my colleagues are also great, they support me, they don’t let those who are surprised say a single unargued word against women in engineering. So I don’t feel the least bit of pressure, frustration. In the end, we are maintainers who make sure in every way that our facilities work and function as well as possible. I have no problem with a prejudiced minority.
How was your journey from an engineer in the maintenance sector to a service manager?
– Some processes took place in parallel. HEP, as well as HEP Proizvodnja, is a large company. On the one hand, it takes half a year to get to know all the sectors, the way they work. At the same time you are educated about the tasks, the work you need to do. At the same time, the maintenance service was developing, the systematisation of workplaces was changing… I personally tended to connect management systems. When I got hired, I found a maintenance management system, but each plant had its own separate system, and you could never see the whole. True, each system is special, but even those seven parts must have some common denominators – and as far as the organisation of production, work, procurement, maintenance, costs… Analytics have shown that some things can be optimised in terms of working methods, material, and human resources. HEP-Proizvodnja has a well-known product – electricity, and the savings are the result of technological and business improvements, it cannot be the other way around. Even today, process optimization is one of the focuses of my interests.
Let’s go back to HEP and the current crisis on the energy market. I assume that, in the last decade and a half, neglected thermal power plants suddenly found themselves in the focus of interest in this situation.
– No, thermal power plants were never neglected, their operation was optimised in accordance with market requirements. You must look at the bigger picture. For now, you cannot satisfy the market with electricity from renewable energy sources. Wind farms produce electricity only when the wind blows. Photovoltaic cells produce only during the day, if it’s sunny, more, if it’s cloudy, less. And we use electricity when it is cloudy and when there is no wind, both during the day and at night. Electricity from hydropower plants is the most favourable according to some parameters but look at what happened this year: from spring to today, there was very little rain, reservoirs are empty, and it happened that thermal power plants in the system of covering the needs of the electricity market produced more than hydropower plants. At the end of 2022, production from thermal power plants and hydropower plants is expected to equalise.
How many power plants do we have in Croatia and how much electricity do we get from them?
– HEP-Proizvodnja manages 26 hydroelectric power plants, seven thermal power plants, one non-integrated solar power plant (until the end of 2022 and another) and 15 integrated solar power plants installed on the roofs of our operating buildings, whose produced electricity we use for our own consumption. The system primarily receives electricity from renewable sources and from a nuclear power plant that works constantly, and then electricity from other sources. We meet 70 to 75 percent of our needs from Croatian sources. The rest of the electricity is imported.
You personally manage the coordination service for thermal power plant maintenance. Where are they located?
– Thermal power plants are located in Plomin, Rijeka and Jertovec, and thermal power plants-heating plants in Zagreb (two), Osijek and Sisak.
Jertovec?
– Yes, KTE Jertovec in Hrvatsko zagorje is a so-called intervention power plant. If needed, it can be online in eleven minutes.
Are new technologies being invested in thermal power plants?
– Investments are made in reducing emissions (DeNOx), trying to reduce them correctively, strengthening preventative and predictive maintenance, modernising and improving safety for work, the environment. Two blocks in our TE-TO in Osijek and Sisak run on biomass.
The thermal power plant in Rijeka was abandoned ten years ago
– The plant was not abandoned. TE Rijeka stopped production seven years ago due to non-competitiveness on the market due to the high price of fuel oil, the power plant was partially conserved, but basic maintenance, i.e. legal obligations, was carried out for 7 years. Since there has been a disruption in the market with high gas prices, the constant production of electricity throughout the world is uncertain. In this regard, TE Rijeka is preparing for possible production.
I suppose that the restart of production was prompted by the general energy crisis caused by the Russian aggression against Ukraine, the sanctions against Russia and the resulting chaos.
– That is correct, but I have already mentioned to you that this year the hydrological conditions in Croatia were very unfavourable – a dry year, and that without electricity from the thermal power plants we would be in great trouble.
Is there a problem of pollution and is there resistance to the start-up of the Rijeka Thermal Power Plant?
– TE Rijeka is located southeast of Rijeka at the Urinj location. Construction of the thermal power plant began in 1974 with an installed capacity of 320 MW. At the time of commissioning, it was among the largest production facilities in Croatia.
HEP respects the highest standards of production and environmental protection, and each plant has a valid environmental permit for operation. Of course, some people were worried, but I believe that the situation needs to be looked at from several angles. In the end, we all need electricity, people need to heat, cook, light up spaces, machines need to work.
Is it a big challenge to start the operation of a technical system after seven years?
– Yes, there were problems, there are still some, but we are solving them successfully. If anyone didn’t do a job for seven years, they would find themselves in trouble. If you didn’t write for almost a decade, I assume that you personally would have a problem reactivating yourself.
Now we come to an interesting problem that has been discussed in maintenance and management circles for years, namely the advantages and disadvantages of outsourcing. About twenty years ago, there was a trend to move transport, maintenance – everything that is not the main focus of production out of the company. Outdoor maintenance has some advantages, but over the years we have also come to know the disadvantages. Companies that provide outsourcing services change, employees change, engineers and technicians come from other parts of the world – other languages, technical cultures… Before outsourcing, some John or Steve lived with the plant. He maintained, for example, the boiler and knew at first sight when it was not working properly. He knew it by the sound, the vibrations. He knew how to train him in the shortest possible time. Today we lack some of those skills.
Finally, do you have any message of encouragement for future engineers, women in technical professions, in technical sciences, in maintenance?
– During my studies, together with my colleagues, I participated in the founding of the Association of Students of Industrial Engineering and Management (SIIM), which still operates at the Faculty of Mechanical Engineering and Shipbuilding in Zagreb, and which is part of the European Association of Students of Industrial Engineering and Management (ESTIEM). It is a non-profit, non-governmental student association that aims to connect students who combine technological understanding with management skills. The goal is to foster relationships among students across Europe, support them in their work, and encourage girls and women to pursue these professions. While working in the association, I met a lot of wonderful people – both men and women – who today are experts in their fields, who do very diverse and even leading jobs. I always encourage women to pursue engineering jobs. I also persuaded my younger sister, who is now in her fifth year at the Faculty of Mechanical Engineering and Shipbuilding, to do so. Any team with both men and women is stronger than one with only men or only women.
Thanks to the work I do and involvement in the association during my studies, I know a lot of female engineers – in Finland, Denmark, the Netherlands, Turkey, Serbia…, not to mention, all over Europe. All of them are very, very successful, and a large number of them have received doctorates or are in the process of receiving doctorates. On average, women in engineering are few but very successful. Unfortunately, it is still easier for them abroad, because in Western European countries they got rid of gender prejudices before us. But I can say in that regard, things are changing for the better in Croatia too!
Mr Krešimir Brandt, HDO
Subscribe to the free Maintworld newsletter here!
Wood Dust at the Workplace Challenges Occupational Health
The inhalation of wood dust is an occupational safety risk. Approximately 40,000 employees are exposed to wood dust in their job causing potential health hazards. This can lead to prolonged respiratory infections which, in turn, can result in longer sickness absences. Exposure to hardwood dust also increases the risk of rare nasal and sinus cancers.
Wood is a widely used material all over the world. The main components of wood are cellulose, hemicellulose and lignin. In addition, depending on the type of wood, it can also contain hundreds of different chemical compounds such as terpene compounds, fatty acids, resin acids, phenolic compounds, alcohols, tannins and flavonoids.
Botanically, tree species are divided into deciduous and coniferous. The deciduous trees are also called hardwoods. Similarly, conifers can be referred to as softwoods, although these designations are not directly related to the “hardness”, i.e. density, of the wood. When working with wood, dust is released into the air, and the particle size of the dust varies widely due to, for example, the machining method, the type of wood and the humidity of wood. The dust particles which can enter the human respiratory system are called inhalable dust.
In Finland, approximately 40,000 employees are exposed to wood dust at their work, e.g., at sawmilling and planing of wood, in the wooden board industry, and the manufacture of wood products and furniture. In addition, exposure to wood dust can occur in many other industrial sectors, such as the manufacture of paper pulp, the construction industry, the manufacture of vehicles, pattern making in the manufacture of metal and concrete products, as well as in educational institutions.
Workers’ exposure to wood dust
In Europe, exposure to hardwood dust is regulated by the EU Directive (2017/2398) on the protection of workers from the risks related to exposure to carcinogens or mutagens at work. The binding limit value for the inhalable hardwood dust in air was earlier 5 mg/m3, but the directive set it at 2 mg/m3. In Finland, the national indicative occupational exposure limit value for the dusts of all wood species has been the same 2 mg/m3 since the year 2007, but the new binding limit value for hardwood dust took effect in 2020.
The research project “Wood dust and new binding limit value – can the provision of information have an impact on exposure and working conditions?” was conducted in Finland in 2020-2022. The main aim of the study was to inform workplaces in the woodworking sector about the changes in the regulations, and to assess the influence of this information through inquiry and workplace surveys conducted before and after the information campaign.
Wood dust concentrations were measured during surveys at the workplaces of wooden products and furniture manufacturing. The geometric mean (GM) concentration of inhalable wood dust in the beathing zone of the workers was 0.8 mg/m3 (number of measurement 167, range 0.03–16 mg/m3), but 11% of the dust concentrations measured exceeded the limit value 2 mg/m3.
According to measurement results from the services made in the manufacturing of wooden products and furniture in 2017-2021 by the Finnish Institute of Occupational Health, the mean (GM) wood dust concentration in the breathing zone of the workers was 0.6 mg/m3 (n=131, range 0.06—12 mg/m3), and 11% of the concentrations exceeded the limit value.
Heath effects caused by wood dust
The largest particles of inhalable dust remain mainly in the upper respiratory tract, where they can cause irritation symptoms on the mucous membranes of the nose and larynx. According to studies, respiratory irritation symptoms are common in wood dust concentrations above 1 mg/m3.
Wood dust is one of the causes of occupational rhinitis. The smaller particles of wood dust enter deeper into the respiratory tract, and they can cause for example coughs and non-asthmatic airway contraction, which is reflected in a decrease in spirometry values. Exposure to wood dust is also associated with an increased risk of chronic bronchitis. Wood dust can also irritate the eyes and skin.
Depending on the type of wood, wood dust can contain many chemical compounds that may cause skin sensitization. Allergy symptoms can also occur in the eyes. Wood dust can cause allergy to the upper respiratory tract, causing allergic rhinitis and lower respiratory tract, causing asthma.
According to the assessment by the International Agency for Research on Cancer (IARC), wood dust is carcinogenic to humans. The most recent evaluation in 2012, states that wood dust causes cancer of the nose and nasal sinuses (sinonasal), as well as nasopharyngeal cancer. This evaluation covers dust generated from all wood species, hardwood or softwood categories are not separated. There is stronger evidence of a link between sinonasal cancer and exposure to hardwood dust, and in the EU, only hardwood dust is classified as a carcinogen.
Safety management
Safety management is an important part of business operations. It aims to ensure the safety of employees, reduce risks, and prevent accidents and incidents. In SMEs it can often be overlooked due to resource constrains or lack of knowledge. The following issues are included in good safety management practices: risk assessment practices, safety plan, employees training, knowledge of safety legislation, safety activities monitoring and creating a safety culture.
According to the results of the inquiry of the project “Wood dust and new binding limit values – can the provision of information have an impact on exposure and working conditions?”, there is room for improvement in the management’s information practices on issues related to occupational safety. The personnel representatives were most critical of this. Also, not enough information has been shared about possible health hazards related to wood dust, especially in the opinion of employee representatives.
However, the information related to the project had had some effect, and the answers to the second survey were somewhat more positive. In micro-companies, this issue was seen more positively and, according to the answers, more information about health hazards related to wood dust has been shared to them than in companies of other size categories.
The other results of the inquiry showed that co-workers seem to play a significant role in training in safe working practices in small and medium-sized companies. In micro-enterprises and small enterprises, the role of the foreman is also emphasized somewhat more in training than in medium-sized enterprises. Overall, the answers to the survey before and after the information campaign were very similar.
The level of occupational safety has also been measured in other studies with a similar survey and the results have been very similar for some questions. Such questions include for example whether the management has communicated clear goals for the development of occupational safety, does the management regularly inform the employees about matters related to occupational safety, and does my workplace organize sufficient safety training.
Most of the respondents had received the additional information they needed about wood dust-related matters during the information campaign of the research project. The e-mail messages with information links used as one information transmission channel in the study proved to be a significant source of information. The study could not clearly demonstrate the impact of information on working conditions, knowledge about wood dust or exposure to wood dust. The research yielded valuable, previously missing information, especially on occupational health and safety issues for micro-enterprises and small and medium-sized enterprises and exposure to wood dust. In addition, a model was developed for assessing wood dust exposure. The modeled exposure levels were of the same order of magnitude compared to the measurements, but the model needs to be refined with additional measurements and its suitability for other exposures should be tested in the future.
Tuula Liukkonen, Chief Specialist at Finnish Institute of Occupational Health
Tuula Räsänen, Senior Specialist at Finnish Institute of Occupational Health
Subscribe to the free Maintworld newsletter here!
Latest





