Tips for improving the efficiency and reliability of your motor-driven systems

Balancing plant maintenance costs and activities with the need to achieve production goals is a daily challenge for most maintenance professionals. Since the motor-driven system is often a critical component in this dynamic, let’s look at some best practices to help it achieve those goals and meet customer demands.
To plant maintenance pros in most industries, these are familiar questions: “How do we improve reliability within our plant?”
“How can we reduce unplanned downtime, so our production stays more consistent?”
“How can we decrease our total cost of ownership of our equipment?”
They phrase it differently, but ultimately each of these questions is about improving the efficiency and reliability of the motor-driven system. Although that encompasses a wide range of components including fans, pumps and drives, here we’ll focus on the electric motors.
As a class, motors are among the most efficient and reliable machines in most plants. But when one fails, especially if it fails unexpectedly, plant reliability obviously suffers.
The resulting downtime can slow or halt production, sometimes ruining raw materials and components or even damaging finished product. If you’re seeking answers to the questions about plant reliability and unplanned downtime, solutions that make motors last longer and prevent premature failures are good places to start. Such solutions will likely decrease your total cost of equipment ownership as well.
Failure analysis
Since motor failures often are a call to action, let’s start there. The mean time between failures can vary widely, so determining the root cause is the first step toward improving the motor-driven system’s reliability. Was there a maintenance issue or a previous failure? Was the motor well suited for the application load, torque, start-stop and environmental requirements? Was it installed and aligned properly, or did the process change after the motor was installed?
Some maintenance pros have the experience to analyze motor failures, but usually it’s a task for a qualified service center. A qualified service center can also help you determine what to do next, weighing such factors as the type of repair/rewind, the cost and availability of new equipment, the application requirements, and the efficiency of the repaired motor versus that of a new one.
Once identified, many causes of failure are easily remedied. For example, studies have shown that the most common motor failure involves the bearings, which can be a simple, cost-effective repair. Other solutions may include improved maintenance, condition monitoring, a motor rewind, or a replacement motor. Unless you determine the cause of failure, though, neither efficiency nor reliability will improve–even with a new motor.
Is there a standard for repair of rotating equipment?
If repair turns out to be the best option, it’s logical to ask how you can be sure the work will be done correctly. Fortunately, the motor repair standard approved by the American National Standards Institute (ANSI), ANSI/EASA Standard AR100-2020: Recommended Practice for the Repair of Rotating Electrical Apparatus defines the performance criteria for a quality repair. It also cites best practices from widely accepted industry standards organizations, such as ANSI, ABMA, CSA, IEC, IEEE, ISO, NEMA and NFPA. To be assured of the highest quality repairs, specify that they be made in accordance with ANSI/EASA Std. AR100-2020.
Speaking of motor repair/rewinding, it’s important to note that even the most energy-efficient motors can be repaired with no loss of efficiency, if the repairs are in accordance with the best practices in ANSI/EASA Std. AR100. This was proven in a recent study by EASA and the UK-based Association of Electrical & Mechanical Trades (AEMT Ltd.): The Effect of Repair/Rewinding on Premium Efficiency/IE3 Motors. Based on that study, EASA and AEMT also published the Good Practice Guide to Maintain Motor Efficiency (see sidebar).
Why consider an EASA-Accredited service center?
EASA has long encouraged motor users to require that service centers adhere to ANSI/EASA Std. AR100. Many users also require that each step in the supply chain comply with some quality assurance program. The EASA Accreditation Program fulfills this need–and beyond that, it has several components that are key to the efficiency and reliability of your motor fleet, including:
• Use of calibrated equipment with traceability (where required for precision measurements)
• 23 audited categories covering everything from initial inspection to completion of the repair
• More than 70 motor repair/rewind criteria are audited to ANSI/EASA Std. AR100–from terminal connections to core testing, from shafts and rotors to frames, housings, bearings and balancing
• Continual, documented employee training
• Internal and external auditing
EASA’s Accreditation Program requires annual internal audits and independent, third-party on-site audits initially and every three years to ensure compliance with ANSI/EASA Std. AR100-2020. Motor users can provide this accreditation to their customers to show that a critical part of their supply chain or process has a quality assurance program that meets the industry standard–ensuring efficiency and reliability. Partnering with an EASA-Accredited service center can help you confidently answer the questions posed earlier.
The “Big Four” factors impacting motor health
Earlier we looked at the importance of failure analysis. What we do with that information can have a major impact on equipment efficiency, reliability, and cost of ownership. Often the motor isn’t the root cause of the problem; it’s external factors from the application that I call the “big four”:
• Routine maintenance
• Environment surrounding the motor-driven system
• Alignment during installation
• Power supply for the motor-driven system
Failure to address the “big four” will likely result in the same failure of a new or newly repaired motor.
Maintenance. To prevent winding and bearing failures, keep the motor clean and follow the manufacturer’s recommended lubrication intervals. As a best practice, do not mix lubricants, many of which are incompatible and cause premature bearing failure. Over- or under-greasing a bearing can have the same result.
Environment. Key things to monitor in the motor-drive system’s immediate environment are ambient temperature and vibration, relative humidity, airborne contaminants, and potentially corrosive elements. Individually or collectively, these could hasten bearing and winding failures.
Also, make sure there’s sufficient airflow to cool the motor. If the motor has air filters, change them regularly. Dirty filters restrict airflow into the machine, causing it to run hotter and increasing the risk of bearing and winding failures.
Alignment. Something commonly overlooked during the installation process is proper alignment. Make sure the alignment of the motor-drive system is within tolerance, not just an individual component. For example, flexible couplings often function adequately with a fair amount of misalignment. However, a motor-driven system will generate less heat and lower vibration levels if it meets or exceeds the most stringent alignment specification for that system. This will lead to longer bearing life and a more efficient motor-driven system that can save money on utility and repair costs.
Power supply. The quality of the power supply is important for winding longevity. Common concerns include variation in supply voltage that is more than 10% of the nameplate voltage, voltage unbalance at the motor terminals that exceeds 1% of the average voltage, and transient peak voltages at the motor terminals. Voltage variation and unbalance can increase winding temperatures and cause premature failures. Transient peak voltages at the motor terminals can damage winding insulation, creating turn-to-turn or ground faults.
Condition monitoring
Once the motor-driven system is set up properly and you’ve handled the “big four” factors impacting motor health, condition-based monitoring can help prevent unplanned downtime. This could be as simple as having the service center check vibration, temperature, and insulation resistance on a prescribed timetable.
Remote condition monitoring with Industrial Internet of Things (IIoT) devices is the next step. These devices detect and record step changes in certain inputs and then prompt you to investigate. Some of them even use machine learning to reduce false positives, by getting “smarter” as they see more anomalies and receive feedback from users.
The key to success with either method is to evaluate and act accordingly when there is a step change in a monitored trend.
This may prompt you to send a motor out for reconditioning before it fails, keeping your productivity up and your repair costs down. If you need help during the evaluation and action phase, rely on a service center that adheres to ANSI/EASA Std. AR100.
The Effect of Repair/Rewinding on Premium Efficiency/IE3 Motors validated through third-party testing that ANSI/EASA Std.
AR100 repair best practices will maintain the efficiency of the repaired motor–whether it’s a mechanical repair or a full rewind.
A supplemental document called the Good Practice Guide to Maintain Motor Efficiency explains why these best practices are important and how they should be implemented.
It’s useful not only to service centers but also to end users who want to educate themselves about repair/rewind processes they receive.
Text: Matthew Conville, MBA, P.E. EASA Technical Support Specialist


Subscribe to the free Maintworld newsletter here!
Thermal cleaning, no alternative but a better way to clean
It is actually quite simple to achieve good cleaning quality. After all, if the cleaning method deployed succeeds in pulverising the organic contamination to only a few percent of the original amount and that in the form of easily removable dust, achieving high cleaning quality is child’s play. While this all sounds very simple, is it also achievable in practice?
To answer this, it is important to know a little more about the technique that possesses this property, namely thermal cleaning. This technique involves the use of special ovens in which the combination of heat with low oxygen levels will ensure that the organic components in the contamination are converted into pyrolysis gases and dust residues.
During the process, these gases are used as a source of energy with which the furnace plant is brought up to temperature and maintained. Thus, most of the pollution is already processed in an environmentally friendly and useful way.
The remaining part is dust consisting of ash residues and inorganic components, which can be easily removed afterwards by hosing it down.
The combination of the heat and the fact that 1 kilo of dirt is converted into 50 grams of dust by the special thermal treatment makes it possible through this technique to clean in all those hard-to-reach places where other techniques simply cannot reach.
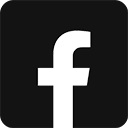
With thermal cleaning, it is therefore possible to simultaneously remove contamination both inside pipes, around pipes, between pipes and jacket and even in pipes with static mixers. As a result, the degree of cleaning that can be achieved is very high and this has many advantages:
- Better performing heat exchanger
- Improved heat transfer
- Reduction of greenhouse gas emissions
- Saving on operating costs
- Fewer maintenance shutdowns
- Longer operating hours
- Less wastewater
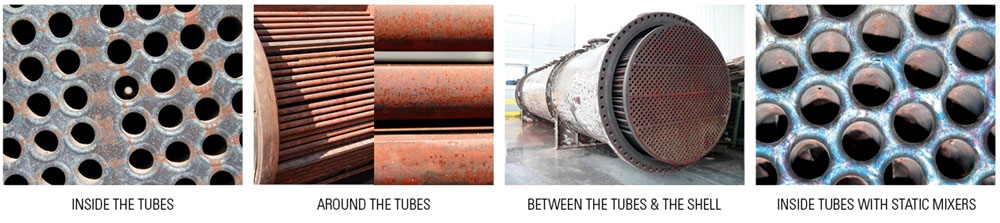
A cleaning technique that can return a heat exchanger to almost its original design values is a very important asset today. This automatically results in far fewer maintenance shutdowns and also makes a huge difference to the energy consumption of the production process. This can really save many hundreds of thousands of euros or dollars per year per cleaned heat exchanger; a nice result for an initially slightly more expensive cleaning method. A clean bundle transfers heat much better and, as a result, much less energy is simply needed to keep production running properly.
For this cleaning method, it is of course important that the parts can withstand the temperatures used. A normal treatment is generally carried out between 400 and 450°C (752 °F and 842 °), and the metals used for the part to be cleaned must of course be able to withstand this. Aluminium exchangers are thus already ruled out for thermal cleaning.
For special alloys, which cannot withstand this temperature, such as Duplex steel or Monel, two-stage cleaning is often performed. Here, the contamination is first thermally cracked at a lower temperature, after which the residue will be removed by hydro blasting. As the fouling becomes somewhat more brittle due to the thermal treatment, it is relatively easy to completely remove the product that is then created using water blasting. A thermal test with the fouling will soon reveal whether this is a feasible cleaning option or not.
The parts that can be treated by thermal cleaning are very broad: heat exchangers with pollution in & or between the tubes; heat exchangers with fixed housings & pollution between tubes & shell; compablocs, heat exchangers plates, spiral heat exchangers; vane decks, demisters, mellow packs; pipe work (also with static mixers); extruder screws & parts; polymer & refinery pumps; flame arrestors, sieve packs, valves; filters, spin packs, die plates, hot runners etc.
In principle, all parts with (partly) organic contamination and resistant to the temperatures used can be cleaned by thermal cleaning. Inorganic fouling can only be removed if it is part of a fouling mix with organic components. In such cases, thermal cleaning will remove the organic part (the adhesive in this case), leaving the inorganic part loose and removed by the post-treatment technique.

As with any technique, there are some drawbacks with this cleaning method. The temperature has already been mentioned several times and the parts to be treated must be able to withstand it. For most metals, however, the critical limit is above 500°C, so thermal cleaning is not a problem here. Furthermore, pyrolysis furnaces are not mobile, so only offsite cleaning is possible. The proximity of a potential supplier that has this technology in-house then obviously plays an important role.
Moreover, thermal cleaning is highly specialized and not every pyrolysis furnace is suitable for it just like that. Perfect temperature control, the ability to heat up and cool down slowly and the creation of a low-oxygen environment are important prerequisites for using this technique properly and safely.
In addition to the right installation, the necessary expertise is of course required to bring the cleaning to a successful conclusion. Because of these restrictions, only a few companies in the world can offer this in a professional manner. As a result, the current capacity is not that large and it is sometimes difficult to clean all parts with this technique within a few days/weeks during a major shutdown. In practice, such capacity problems usually mean that thermal cleaning is only used for the bundles that will benefit most from the excellent cleaning quality.
As the title suggests, thermal cleaning is not an alternative, but simply a much better cleaning method for a very large spectrum of contaminated parts. The technique itself has been around for years and is increasingly being used to bring dirty heat exchangers from various industries to another level of “clean”. The fact that this method generates much less waste and, in addition, a huge reduction in CO2 emissions can be achieved due to the much better cleaning efficiency, are huge assets that will allow us to encounter thermal cleaning much more often in the future.
Practice shows that thermal cleaning is now widely used and the method is fortunately becoming more and more familiar to the general public. Choosing the right cleaning technique is very important, because afterwards it largely determines the efficiency of your production process.
Text: Senne Geeraerts, International Sales Support, Thermo-Clean Group
Subscribe to the free Maintworld newsletter here!
Four reasons we send our industrial air compressors to an early grave

Industrial air compressors are among the hardest working assets found in a modern factory. They must work tirelessly,
day-in and day-out, to meet the compressed air demands necessary for production. Industry uses compressed air for a magnitude of applications. It is so commonly used that most factories require multiple industrial air compressors to meet demand. What is often overlooked is that on top of the compressed air that is demanded for production, there is also a large artificial demand of this resource. An artificial, invisible demand that taxes resources, destroys production efficiency and plant sustainability, while encroaches upon company profits.
As much as 30-40% of the compressed air is utterly and completely wasted. When a compressed air system falls victim to leaks, it’s the compressors that are forced to pick up the slack. When an industrial air compressor has to work overtime to cover the artificial demand caused by air leaks, it is subject to more wear and tear – leading to unplanned breakdowns, which puts an undue burden on maintenance teams.
The constant over usage of an industrial air compressor will have a compounding effect on the deterioration of its reliability. While this can be offset with regular compressor maintenance (oftentimes a maintenance team’s first or only course of action), routine compressed air leak surveys performed with an ultrasonic leak detector are far more effective at lowering an air compressor’s workload and therefore lengthening its lifespan.
Simply from reading above, it can be derived that the number one reason an industrial air compressor is worked into an early grave is due to the burden put on them by a leaky compressed air system. SDT has seen neglected, leaky compressed air systems time and time again – which points to several glaring cultural and ideological issues, common in manufacturing all over the world. The following list summarizes four reasons a compressed air system will fall into disarray, forcing its industrial air compressor to suffer the consequences and make the ultimate sacrifice.
1 The industrial air compressor is not highly ranked in a facilities strategic asset management plan (SAMP)
Industrial air compressors sometimes end up being disassociated with production. Whether this is because they reside in the compressor room – away from the production line, or some other reason… But as a result, compressors find themselves far down the maintenance teams list of priorities, and in some cases the task of maintaining an industrial air compressor is outsourced to a third party.
Industrial air compressor manufacturers like Ingersoll Rand, Atlas Copco, or any number of manufacturers can take on the burden of maintaining compressors in factories. In this relationship, when the maintenance and reliability of an asset is outsourced, a factory’s maintenance team can become disassociated from that asset. Falling out of the rankings of a maintenance team’s SAMP results in the asset and its components being forgotten, which can spread to the compressed air lines, pipe fittings, and so on.
Even when the responsibility of maintaining an industrial air compressor falls to a third party, the maintenance and reliability team should not forget other components that make up their compressed air system when strategizing their asset management plan.
2 Lack of Understanding Surrounding the Sustainable and Fiscal Bottom Lines of an Inefficient Compressed Air System
At its point of use, the cost associated with manufacturing compressed air is often overlooked, which can lead to some pretty frivolous uses of this expensive resource. By the time air is compressed, cooled and dried, then regulated and transported to its point of use, significant costs have occurred. Only about 15% of the electricity consumed by the compressor results in compressed air delivered to its point of use. The other 85% is lost to the heat of compressing the air. This astonishing number of electricity consumed for this resource becomes even more staggering when the amount lost to leaks is factored in. And considering that even with a leaky compressed air system, most factories can carry on production relatively unscathed, it’s no wonder that the costs from compressing air can account for over 30% of a manufacturer’s electricity bill.
A company culture that tolerates this astonishing waste does so out of misunderstanding, not malice. A misunderstanding of its costs, its detriments to the environment, or that the system is even leaking in the first place. This propagates misuse of the resource and even more so… it downplays the importance of maintaining a healthy compressed air system. Company culture and culture of the maintenance and reliability team must seek to maximize the reliability of each asset, while boosting efficiency and sustainability wherever possible. And there isn’t any fruit that hangs lower in this regard than the compressed air system.
3 Compressed Air Systems give little indication that they are leaking and struggling to meet demand
When a compressed air system is leaking, there aren’t always tell-tale signs. They are, in the true sense of the word, a hidden cost. Sure, standing in the middle of a plant floor during a maintenance shutdown would reveal hundreds of hissing compressed air leaks… And with a big enough time commitment, a portion of them could even be located and repaired. But that’s not a luxury many maintenance teams can afford. What happens when the machines are roaring, and production is booming? Compressed air leaks can’t be heard or seen under these circumstances. They don’t make a mess on the floor or emit any odor. They don’t pose a risk to the health and safety of factory workers. And their only real threat to production is the looming failure of an overworked industrial air compressor.
4 Compressed Air Leak Surveys take Time, Effort, and Create More Work
Performing a compressed air leak survey in a large manufacturing facility can be a long, tedious work. In any given facility, there are hundreds of meters (if not more) of compressed air lines, rubber pipes, and dozens (if not more) of other components that make up a compressed air system. All of these components can leak, which detracts from system pressure, plant sustainability, and bottom-line profits.
Monitoring all of this may seem like a daunting task. However, with the help of an ultrasonic leak detector, or an acoustic imaging camera, finding, tagging, and fixing leaks becomes much simpler. Ultrasound harnesses the power of superhuman hearing to locate leaks that would otherwise be impossible to detect in a noisy factory. An acoustic imaging camera like SonaVu™ takes it a step further by using its ultrasound detection capabilities coupled with its camera to detect leaks and visualize them on its display screen. SonaVu™ can tag leaks by taking a picture or leak spots during the survey, making locating, documenting, and repairing leaks easier than ever.
Text: Allan Rienstra, Director of Business Development for SDT
Subscribe to the free Maintworld newsletter here!
Reduce “dirty hours” and create value

The hours when an installation is experiencing unplanned downtime are also referred to as “dirty hours”. Installations are at temperature, under pressure, under voltage, but nothing is being produced. This situation therefore means that energy and heat are consumed – with associated costs – but because productivity is nil, no income is generated. Not to mention the impact on the environment and the loss of raw materials.
Dirty hours therefore result in high energy costs per product. By focusing on improving technical availability, we can reduce these costs. This not only has a positive effect on productivity, but also on the energy ratio.
Peter Decaigny, partner at Mainnovation explains: “We regularly see that the focus is mostly on the technical high-tech options to reduce energy consumption. Not that these matters are unimportant, but often a durable improvement of technical availability has a value creation that is many times higher. We not only reduce the dirty hours, but also provide additional products and associated turnover. So, you kill two birds with one stone.”
Short unplanned downtimes
To improve the technical availability, we have to take a critical look at unplanned downtime. Decaigny: “This may seem obvious, but we are not always aware of the many minutes that the machine or production line is standing still. And many minutes together, quickly make an hour.”
A first improvement lever therefore lies in improving the small unplanned downtimes, the so-called micro-stops. These do not last long, but they occur often and therefore have a significant impact. Eliminating these standstills can in many cases be done through small technical and non-technical adjustments. “The process starts with mapping out these micro-stops. At what point did the machine or production line stop? What was the reason or cause? How long did this take? And what has been done to lift the standstill?” Decaigny warns against a pitfall: “It may sometimes be tempting not to regard a micro-stop as a micro-stop. We hear substantiations such as ‘yes, but this is normal’ or ‘this always happens after a switch’, but resolving these standstills could just be the most effective and profitable.”
Surprising findings
Analysing stops to effectively improve the technical availability, will have to be a joint effort of the production operator and the technician. “The operator often has a fixed order of actions. It was taught to him this way – a long time ago – or he himself made adjustments in his actions that are, in his opinion, efficient and correct. For example, he must press the reset button ten times with every format change. He does not lose sleep over that. That is apparently how it works, is his opinion.”
The technician has also adapted his way of working. He knows that a certain part breaks down regularly, so he has more than enough in stock. “But is it normal for this component to fail continuously? And are the various actions performed correctly when the part is replaced, or do they, indirectly, lead to a standstill? If you critically analyse the micro-stops, this might lead to surprising findings…”
Reliability Engineering
A multidisciplinary approach is also essential for tackling larger and more complex shutdowns. Decaigny: “People from production, maintenance, engineering and sometimes suppliers all contribute specific knowledge and skills. A good reliability engineer brings together the necessary competencies and applies the correct analysis technique. In this way, potential solutions are discussed, validated and implemented. And perhaps most importantly, by tackling this as one team, we immediately have the right support to make the change sustainable.”
When solutions to eliminate or shorten the micro-stops or longer downtimes are finally implemented, it is smart to also consider the Management Of Change procedure. Decaigny: “What are the possible effects of the adjustments in processes or working methods on the environment or on safety? In addition, it is also important to consider whether we should also roll out a certain adjustment (after evaluation) to other similar installations. Finally, we must document this properly and update all necessary documents and drawings.”
Surprisingly, while large profits are indeed achievable, micro-stops are often not eliminated and the Management of Change procedure is not applied. Decaigny: “But reducing the dirty hours is recommended for several reasons. It generates value for the company and for the employees. Moreover, as reported, the installations are at temperature, under pressure and under voltage and using this effectively is also good for the environment. Small effort, big pay-off.”
Roadmap reducing dirty hours
- Make a longlist of all unplanned downtimes where different employees provide input
- Focus on the standstills that occur with a certain frequency
- Analyse these standstills by examining step by step what precedes the standstill and what the possible reason/cause is (root cause analysis)
- Determine which specialists should be called in to find a solution. A multidisciplinary approach is essential
- Describe what is needed to implement the chosen solution. For example:
- Adjusting the operator instructions/work instructions
- Implementing the adjustments on other lines/other locations
- Follow the Management of Change procedure to test whether the adjustments do not entail any risks to the environment or safety
- Finally, the chosen solutions can be introduced and propagated horizontally
- After some time, re-list the downtimes to see if they really have disappeared and not created new ones (the Plan-Do-Check-Act cycle).
Text and image: Mainnovation
Subscribe to the free Maintworld newsletter here!
Avoiding electrical motor failures

Electric motors are essential to numerous plant operations, no matter the industry, so understanding how and why they fail can help you develop a better maintenance program in your plant.
Electric motors are essential for ensuring that plants run smoothly and effectively. If one fails, it can mean costly downtime for the plant and create a variety of safety hazards. There are several different failure modes, so by understanding them, the lifespan of a motor can extend from 2 to 15 years.
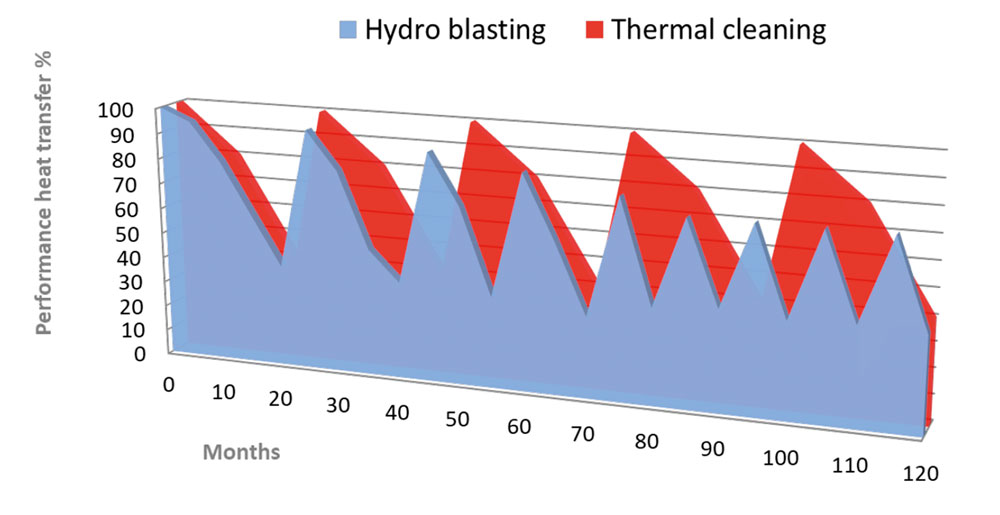
The key is moving from the reactive category of the PF curve to the predictive phase. You can detect problems before they seriously damage the motor using ultrasound technology. Because there are so many different components within a motor, a failure mode can emerge in a variety of places. A motor has between 8 and 10 components, each with its own failure modes. By properly addressing them, you can significantly extend the life of your motor.
Motor housing
Failures in motor housing can crop up from improper installation, physical damage, corrosion, and material build-up. While motor housing may not seem like an actual performance component, these shortcomings can ultimately affect the way others perform.
For instance, a soft foot could lead to bearing failures, shaft bending, and broken or cracked feet. When placed on a flat surface, this emerges if a motor does not have all its feet flat on the surface. Material build-up can heat the motor’s operating temperature, damaging other motor parts, such as bearings.

Motor stator
Motor stator failure modes emerge from physical damage, contamination, corrosion, high temperature, voltage imbalance, broken supports, and rewind burnout procedures. A lot of times, these can emerge from motor repair shops.
Stator failures occur due to the rewind burnout of the windings. This often happens before the motor can be rewound, requiring emergency repairs. But because the plant will need the motor returned as soon as possible, hasty maintenance can damage the stators by improperly heating the housing and the stator. This can also lead to motor inefficiencies.
Motor rotors
Rotors are composed of numerous layers of laminated steel, and the rotor windings are composed of bars of copper or aluminum alloy that are shorted on both sides with shorting rings. These components can then fail through thermal stress, physical damage, imbalance, broken rotor bar, contamination, and improper installation.
Physical damage on rotors can develop after certain emergency maintenance tasks, including bearing replacement, motor rebuilds, and during a disassembly and reassembly process. Generally speaking, motor bearings should not be changed at plant locations, especially on critical equipment.
Imbalanced motor rotors are typical, but this can put a lot of strain on bearings. This will ultimately lead to a rotor making contact with a stator and creating another point of failure. Again, improper rebuilding tactics, such as overheating, can also damage rotor components.
By establishing precision balance standards, you can be sure you are preventing these imbalance failures.

Motor bearings
Motor bearings within an electric motor can emerge from improper handling and storage, improper installation, misalignment, improper lubrication, start/stop processes, contamination, overhung loads, and motor fan imbalance.
Contamination is one of the biggest reasons for bearing failure modes. This occurs when foreign contaminants or moisture enter the bearings, usually during the lubrication process. You can take steps to prevent contamination during the regreasing process to ensure that they are kept out.
It is also important that your motor is properly outfitted for the task for which it was selected. This means using the correct bearings for its application. Engines that use sheaves or sprockets mounted on the shaft will need roller bearings in the motor, which are common among most standard motors.
Lubrication can always be a major cause of failure because there are so many places where one can improperly apply lubrication. Too much or too little lubrication, along with the improper form of lubrication, can lead to premature wear and tear.
All motor greases should be polyurea-based and not all-purpose lubricants. One should always take the plug out of the bottom so that old grease can be drained properly. Also, release valves can help prevent over-greasing.
Motor bearing seal failures tend to emerge from improper lubrication or installation.
Motor fans
Motor fans tend to fail from physical damage, ice build-up, foreign materials and corrosion. Fans help keep the temperature down on a motor, which is essential to ensuring the rest of the components are performing well.
The motor fan guard failures can also lead to a more significant motor failure. This tends to happen through physical damage and plugging. By keeping them clean, you can go a long way in preventing fan guard failures.
Motor insulation and windings
There are several potential issues when it comes to motor insulation and windings. Contamination and moisture can lead to winding failures. Oftentimes, this is because they are not stored in ambient areas. Overheating is another issue that can cause motor failure. Insulation breakdown, cycling, flexing, and AC drive stress, round out the possible failure modes for this category.
The life of the insulation in a standard electric motor is based on the engine’s temperature. This means for an electric motor that is operating at a particularly high temperature, you could be cutting back on its lifespan. In fact, for every 18 to 20 degrees Fahrenheit, the insulation life is cut in half. While better insulation can extend the lifespan, temperature is easily one of the most significant factors. This means bringing in cooler outside air.
Insulation breakdown can be a big problem, as it will cause windings to short out. These problems can be detected through MCE testing and thermography. Winding shorts from turn to turn can crop up from contaminants, abrasion, vibration, or voltage surges.
Cycling and flexing are other problems that typically occur from the frequent start and stop operations of the motor. This operation cycle can lead to frequent heating and cooling of windings and insulation, leading to wear and tear, such as holes, ultimately leading the motor to short and fail.
Motor shaft
Motor shaft failure modes occur due to physical damage, improper manufacturing, improper installation, and corrosion. For instance, installing a motor improperly can cause specific components, such as the motor casing, to corrode and create imbalance.
How to make your motor last – the role of ultrasound
Now that we know the various motor failure modes, we can take better steps toward creating a proper maintenance plan.
It’s important to understand that failures tend to first appear in bearings. Using ultrasound technology is a great way to detect Stage 1 failures. Ultrasound inspection instruments such as the Ultraprobe 15.000 can detect failures at a very early stage, even in slow speed bearings.
Lubrication is also key to keeping your motors in good shape. Make sure to grease the motors as needed with the proper motor-rated grease. Add grease or oil only when needed.
Incorporating an ultrasound-assisted lubrication program can go a long way in preventing bearing failure. Ultrasound instruments are excellent at detecting over or under-lubrication. For this specific case, instruments such as UE Systems’ Grease Caddies are especially dedicated to bearing lubrication.
Ultrasound is useful even when remote and permanent monitoring is needed, such as with hard-to-reach or critical bearings. Systems such as OnTrak use ultrasonic sensors, data collection, and cloud technology to monitor motor bearings 24/7 and send alerts when failure is detected. The system can also be used with single-point lubricators that will dispense grease automatically, based on the bearing condition – thus, only lubricating when the bearing needs it.
As ultrasound becomes an increasingly integral part of maintenance operations, so are its applications. It can be used to detect electrical failures like arcing, rotor bar problems, and rotor imbalance, along with alignment and soft foot issues.
But let’s not forget that the key to reach excellence in your electrical motors maintenance is to use complimentary technologies: besides ultrasound, use also motor circuit evaluation, vibration analysis, oil analysis, etc.
As a few extra tips, keep your motors clean and at the proper temperature with consistent airflow, and store motors properly to keep moisture from contaminating them. Also, keep moisture and chemicals away from the motor so as to prevent contamination.
Finally, you can get more out of your motors by taking proactive maintenance steps. Purchase precision motors for all your critical applications, and always use precision maintenance for installation, alignment, balance, and lubrication.
By adhering to these steps, you can extend the lifespan of your motors and limit downtime in your plant, effectively speeding up operations, limiting cost, and improving performance.
Text: Peter Boon, Product Manager at UE Systems
Subscribe to the free Maintworld newsletter here!
Outsourcing analysis of key plant data helps to increase efficiency, reliability and profitability

Vladimir Nitu, connected services manager at Emerson, explains how highly secure connections to plant automation systems and intelligent field instruments are enabling automation companies to provide remote monitoring services, helping processing companies and manufacturers to achieve significant operational benefits without having to develop in-house data analysis expertise.
Outsourcing IT support to a remote specialist company with a team of experts on call around the clock has been common practice among businesses for many years. Organisations have become comfortable in allowing third-party support services to access their IT network via secure remote connection, to manage their IT systems infrastructure and software, and quickly and efficiently diagnose and resolve any issues. Within a manufacturing environment, the emergence of smart sensors and the Industrial Internet of Things (IIoT) has enabled original equipment manufacturers (OEMs) to gain remote access to their machines once installed and provide lifecycle services to their customers. Machine builders can help the customer to diagnose issues or perform proactive maintenance to identify impending issues and prevent them worsening or causing costly downtime.
In the process industry sector too, plantwide ecosystems have enabled organisations to gather more data than ever before relating to the performance, health and status of process equipment and automation systems. Such data only becomes useful when it can be properly analysed and acted upon. However, analysing potentially complex data can be difficult, especially if there is a lack of suitably skilled resources on-site. Consequently, many organisations have turned to automation vendors to provide data analysis and support services. Typically, because of sensitivity around network security, data has been collected on-site and then periodically provided offline for analysis by the automation vendor, with recommended actions sent back to the organisation.
Critically though, following recent advancements in cybersecure solutions for remote connectivity, companies are increasingly having the confidence to give external experts access to their automation systems and sensing networks, without fear of exposing themselves to data breaches or disruptions. Allowing automation vendors remote, real-time access to process equipment and automation systems data enables organisations to achieve faster and more comprehensive results, without having to develop specialised in-house expertise. Personnel are free to respond to more urgent daily priorities, and maintenance activities and shutdowns can be better planned. Let’s look at some typical applications in which remote services provided by automation vendors can be used to achieve significant benefits.
Control system health monitoring
Suboptimal performance of distributed control systems (DCS) can lead to serious process disruptions and costly unscheduled downtime. However, manual system health checks can often miss intermittent issues and underlying health warnings that could lead to a system disruption if left unmitigated. To help optimise DCS performance, automation vendors can provide system health monitoring as a remote service. Such a service provides continuous centralised monitoring of control system assets, including controllers, servers, switches and network components. An on-site monitoring device automatically checks important health information, enabling issues to be detected quickly and alerts routed to the automation vendor. The vendor’s experts can then diagnose the root cause of the problem and recommend actions to mitigate the issue.
Knowing that their DCS is being monitored 24/7 by expert engineers with extensive knowledge of the system provides organisations with reassurance and peace of mind. Faster issue detection and resolution results in reduced equipment failures, data loss and downtime, thereby increasing asset availability and profitability. Maintenance managers can shift from a reactive maintenance strategy to a proactive one, enabling improved personnel efficiency and resulting in fewer safety issues, repairs and labour costs.
Valve health monitoring
Control valves play a key role in safe and efficient plant operation and ensuring process availability. A malfunctioning or failing control valve can cause process fluctuations that are sometimes not perceived. Such variability reduces yields and efficiency, and can degrade product quality through contamination or becoming off-specification. Poor control response from a critical valve can even lead to a complete unit shutdown. On average it costs about $5,000 (€4,500) to pull a valve, yet it is commonplace for all valves to be pulled during a turnaround, despite around 30% not needing service or repair. Therefore, knowing when valves require attention enables organisations to optimise turnarounds, minimise downtime and make considerable cost savings by ensuring that only the valves that actually require maintenance are pulled.
Digital valve controllers are positioners that ensure valves are operating according to the control signal, and also provide access to diagnostic data. However, not only can vast amounts of data be captured, but it can be so complex that it requires deep expertise to undercover the specific corrective actions that will be required. Many companies simply do not have such expertise in-house, but they can overcome this challenge by using a remote monitoring service. Automation vendors can securely gather, visualise and aggregate real-time diagnostic data from valves. A global network of analysts can then view a valve’s health data and inspect its condition history to determine trends and predict impending deterioration. This allows them to provide valuable insights, and data-driven recommendations that enable maintenance to be scheduled and performed well before an alarm is triggered and operations are significantly interrupted. This then leads to improved plant safety, availability and profitability.
Machinery condition monitoring
Whilst the importance of monitoring the condition and performance of critical plant assets such as pumps, compressors and turbines is universally recognised, it is not without its challenges. Organisations need to prioritise which equipment to monitor and when, and they must choose the right monitoring technology for each plant asset. They need to ensure that the data they gather is accurate, and if they want to implement an in-house condition monitoring and data analysis programme, they must have both the resources and the requisite skill sets to do so.
Alternatively, automation vendors that provide a plant’s analytics software and solutions can also take on the responsibility of building a comprehensive performance and monitoring strategy for its critical assets. This way, a team of highly skilled analysts with extensive product knowledge provide remote condition monitoring. Having access to real-time key machinery health data enables these experts to not only deliver insights into performance anomalies that could lead to a critical failure and costly downtime, but also recommend resolutions. The experts will provide a documented analysis that identifies any mechanical fault conditions or beneath-the-surface issues with production assets before significant disruption is caused. This leaves plant personnel free to focus on taking corrective action, thereby reducing operational and maintenance costs. In addition, knowing the efficiency of key assets enables companies to adjust their operating parameters and improve the planning of their maintenance schedules to achieve further benefits.

Steam trap monitoring
Steam systems are designed with steam traps to remove condensation from the piping, thereby protecting plant equipment and allowing efficient process operation. When steam traps fail, there is a significant impact. Extreme damage can be caused to plant equipment, personnel can be put at risk, and product quality and throughput can be affected. Sporadic manual surveys and limited effective maintenance can lead to steam trap failures going undetected and unrepaired for months on end. Steam trap leaks can account for 10% of a plant’s energy costs because of the time delay between trap failure and proper diagnosis and maintenance.
Real-time automated monitoring of steam trap health and performance is therefore vital for both safety and financial reasons, and this can be provided by automation vendors as a remote service. The service includes installation of the necessary hardware and software, plus continuous monitoring by steam system experts. These experts analyse the data that is generated by wireless acoustic transmitters attached near each steam trap, collected through proprietary software, and transmitted to the vendor’s monitoring service. The vendor then provides actionable information so that corrective steps can be taken immediately – not in weeks or months, as losses mount. Even steam trap repairs and replacements can be handled as part of the service, making the process completely hands-off for plant personnel. Remote steam trap monitoring helps to increase safety; improve product quality and process throughput; reduce equipment damage, energy loss and costs; and ease pressure on plant personnel.
Corrosion and erosion monitoring
Corrosion and erosion are extremely dangerous because they invisibly attack plants from the inside. If not well understood or controlled, they can lead to poor plant availability, high reactive maintenance costs and potentially major incidents due to loss of containment of the process fluid. Corrosion and erosion also affect operational performance because they limit how hard a plant can be driven. If organisations are unaware of the true extent of corrosion damage, large safety factors must be applied to operational decisions, to avoid excessive damage, and this results in the process being run below its maximum capability and potential profit being lost. If the corrosion is more aggressive than anticipated, leaks and unplanned outages can occur, incurring extreme financial and safety ramifications.
It is therefore critically important to implement an effective corrosion and erosion monitoring system. However, in industries such as oil and gas, refining and chemical, obtaining measurements is challenging due to the extreme temperatures of the equipment being monitored and the hazardous and inaccessible locations involved. There are also many variables that affect the rate of corrosion – such as feedstock changes, temperature and process adjustments, and flow rates – and these can alter daily.
Automation vendors can help organisations to meet these challenges by providing automated corrosion and erosion monitoring systems, along with experts to monitor and analyse the generated data as a remote service, helping the effective planning of maintenance tasks. At the heart of the latest monitoring systems are compact, non-intrusive, ultrasonic wall thickness measuring sensors that monitor areas at elevated risk of internal corrosion or erosion. The sensors deliver wall thickness measurements with unparalleled accuracy and frequency, providing much greater visibility into the condition of the plant.
As part of a remote service, expert analysts will combine data from all the corrosion monitoring equipment installed on-site, analyse it and then interpret it into actionable information to ensure process integrity. If excessive corrosion is identified, then maintenance can be scheduled appropriately, for example during periods of planned downtime, helping to avoid costly leaks and shutdowns. Crucially, the frequently updated data provides much greater understanding of the effects of feedstock variations and process conditions. This provides organisations with the information and confidence needed to run their plant more aggressively and closer to its maximum capacity but still within safe limits, therefore increasing profitability.
Lifecycle services
In many cases automation vendors are now being asked to take full responsibility for the lifecycle management of their systems, software, valves and intelligent field devices. This includes managing and performing software updates, testing, recalibration, servicing, repair and replacement. Outcome based contracts focused on maximising equipment and process availability utilises remote connections to diagnose potential issues, but instead of providing insight and direction on actions to resident maintenance personnel, the automation vendor will handle all maintenance tasks on site. In some cases, vendors will even provide resident engineers.
Text: Vladimir Nitu, connected services manager at Emerson
Subscribe to the free Maintworld newsletter here!
Asset management at its best

To be able to respond to current developments and trends in society, it is of vital importance for organizations to focus on the sustainable employability of assets.
This goes for both the physical and the digital capital-intensive assets. When an organization neglects this, it faces the risk of losing its relevance in the long run.
Sustainable employability of assets consists of four components that complement and strengthen each other. The elements are taking care of the earth, safety of operations, economical operations, and the creation of societal value.
Step by step
Asset Management of both physical and digital capital-intensive assets is essential. Innovations and developments, both within and outside of Asset Management, create a dynamic playing field. The Asset Management organization is tasked with keeping the organization nimble to thrive in this dynamic playing field. A focus on sustainable employability is key to staying nimble.
Cooperating and creating partnerships with other parties are first steps in the right direction, this enables organizations to benchmark their efforts regarding the sustainable employability of assets. A clear action plan, containing a long-term strategy for the sustainable employability of assets, should be created and the entire organization should be involved in this effort. The next step is the continuous monitoring of, and acting on the results of, the measured progress. Next to that it is critical to actively innovate and embrace innovations to maintain the current market position.
Asset Management at its Best
In April, the maintenance capital of Europe, Rotterdam, went in search of best practices on Sustainability during EuroMaintenance. With 13 keynotes, 37 workshops (fully booked), 3 dayclosing inspiring tables and more than 1000 participants, the attendees could learn, inspire, meet and enjoy. The Dutch Maintenance Society (NVDO) is proud on the results. General Manager Ellen den Broeder; “One thing is for sure: Asset Management is ensuring that an organization’s assets continue to function as well as possible for as long as possible. Everyone agreed on that during EuroMaintenance. Sustainability is ensuring that our planet continues to function as well as possible for as long as possible. So, this comes down to managing our common, most precious asset: the earth. Even stronger: all other assets depend on this earth. Because if it no longer works, your assets can no longer fulfil their function. For this reason alone, it makes perfect sense to make sustainability an integral part of your Asset Management”. It is also very important when it comes to Asset Performance Management, which was one of the EuroMaintenance themes.

Safety
EuroMaintenance was not just about Sustainability. Safety was one of the other very important themes. With no less than 8 workshops attendees were treated to interactive sessions, best practices and everyone also received a goodie bag from EU-OSHA to take home to become more familiar with the valuable international safety campaigns.
Human Factor
As a result of influential events such as the Pandemic, but also the Russia-Ukraine war, the pressure on Management and Maintenance has increased. The energy transition must be faster, the work must be more sustainable, and it must be cheaper. All these challenges can also be seen in the technical labour market. These challenges are piling up on top of the consequences of an aging population, the increasing integration of technology and the difficult connection to education. Den Broeder; “Nevertheless, there is also good news when it comes to the technical labour market. Many companies are optimistic when it comes to recruiting qualified personnel. In addition, many good initiatives have been launched to make technology, Management and Maintenance in particular, more attractive to everyone. During EuroMaintenance such good news was shown”.
Smart Industry
Smart Industry was, as one of the themes during EuroMaintenance, significant. For example, it is a popular trend within manufacturing companies. Data integration makes it possible for production systems to work together and to respond to live changes in the company, at the customer or in the supply chain. EuroMaintenance met five benefits of deploying Smart Industry and how data centers enable the transition: better quality and increased productivity. Less operational costs. More insight. Higher customer satisfaction. Higher employee satisfaction. Den Broeder; “Young talent is used to the latest technology. Do you still work ‘old school’ as a production company? Then you have less chance of attracting young talent. Modern technology also ensures fewer errors, problems, and less dissatisfied customers”.

From Rotterdam to Rimini
During the closing ceremony of EuroMaintenance 2023, not only did the excellent edition in Rotterdam close musically, it was also the starting signal for the next edition in Rimini. That will take place on 16,17,18 September with 8 thematic pavilions in the exhibition area and same topics within the congress. Den Broeder; “Looking back at the NVDO edition of EuroMaintenance, I can only wish our Italian organizers that they enjoy the preparations as much as we did. May they count on a lot of cooperation, enthusiasm, professionalism and many visitors”.
Source: EuroMaintenance organizer, the Dutch Maintenance Society, NVDO.
Subscribe to the free Maintworld newsletter here!
EFNMS appoints Dr. Diego Galar as secretary and director of industry relations on the board of directors

Diego Galar, Professor in Operation and Maintenance Engineering at Luleå University of Technology, was elected by the General Assembly of the European Federation of National Maintenance Societies (EFNMS) in April as Secretary and Director of Industry Relations on the Board of Directors.
Dr. Galar gave Maintworld magazine readers some insights on how he sees his new role at EFNMS, the European Federation of National Maintenance Societies.
What do you expect from your new position as EFNMS Secretary and Director of Industry Relations on the Board of Directors
The roles of Secretary and Director of Industry Relations typically start at the time of election and last for a term of three years. During this time, the Secretary assists in the management and administration of the organization, promoting its goals and objectives and working with the Board of Directors to develop and implement strategies for the organization’s growth and success. As the Director of Industry Relations, my goal will be to foster collaboration between National Maintenance Societies
(NMSs) and enterprises at a European level. This will involve identifying opportunities for partnerships and cooperation, promoting the exchange of best practices and knowledge sharing, and facilitating communication and networking between industry players and maintenance professionals. By working together, we can create a stronger maintenance community in Europe and drive innovation and growth in industry.
What is your current view on the European maintenance sector?
The importance of maintenance engineering and management in Europe cannot be overstated. With fierce competition from regions like Asia and America, where labor costs are lower, European companies must prioritize efficient and effective maintenance practices to reduce downtime, optimize asset utilization, and boost productivity.
The adoption of advanced technologies is one of the key drivers of growth in the maintenance industry in Europe. Predictive maintenance tools, which rely on machine learning algorithms and AI, have become increasingly popular. By predicting when equipment is likely to fail, these technologies enable maintenance teams to take proactive measures to avoid costly breakdowns.
European countries have also made significant investments in education and training to build a skilled workforce capable of driving innovation and growth in the maintenance industry. This has led to the development of specialized programs that focus on specific aspects of maintenance engineering and management. Importantly as well, there has been a concerted effort to standardize and harmonize maintenance practices across European countries through the development of common standards and frameworks.
Finally, European countries are strongly promoting sustainability and environmental stewardship in the maintenance function. This has led to the adoption of green technologies, energy efficiency, circular economy principles, and more. Through these efforts, Europe is poised to retain its leadership in the maintenance engineering and management sector while also promoting a more sustainable future.
What are your goals and objectives for the term?
As the Secretary and Director of Industry Relations, along with the other Board of Directors members and NMSs, I hope to contribute to the global understanding of EFNMS across Europe by introducing new communication tools and technologies to achieve greater visibility. This is essential: members of the national associations must understand the importance of sharing best practices and harmonizing methods and procedures. By being aware of the principle of “when one person learns, everyone learns,” we can significantly enhance our maintenance learning curve.
I also intend to initiate sectorial committees to harmonize common practices in various sectors, such as transportation, chemical, infrastructure, and others, on a European level. Finally, I am eager to promote partnerships overseas, for example, with South American maintenance societies, as these are very active and successful in certain sectors. I believe EFNMS can benefit from close engagement with similar organizations worldwide.
Last, but not least. A few words from the new secretary of EFNMS.
First of all, I would like to express my gratitude to the National Maintenance Societies of Sweden and Spain for nominating me and to the General Assembly of EFNMS for electing me. I understand the great responsibility that comes with this role, and I am determined to fulfill it to the best of my abilities. I have dedicated my entire career to maintenance, and I am honored to serve this community.
As my father used to say, maintenance professionals work behind the scenes to keep the world running. I believe in the importance of continuing to expand our maintenance knowledge and fostering collaboration among NMSs in Europe, rather than working in isolated silos. By sharing good practices and harmonizing methods and procedures, we can be both effective and resilient.
The EFNMS objective is to improve maintenance for the benefit of the peoples of Europe.
The term ‘maintenance’ refers to the combination of all
- technical,
- administrative, and
- managerial
actions during the lifecycle of an item with the intention of retaining it in or restoring it to a state in which it can perform its required function.
Text: Nina Garlo-melkas
Subscribe to the free Maintworld newsletter here!
EuroMaintenance highlights the growing need for sustainable practices in asset management

We recently had the privilege of attending EuroMaintenance 2023 in Ahoy Rotterdam, thanks to an invitation extended by the European Federation of National Maintenance Societies (EFNMS).
Invited as young talents in the field of asset management, we were thrilled to participate in this event, which focused on the theme of “Digitalization and Sustainability.”
The conference covered a range of topics related to asset management, including the latest digitalization trends and technologies, sustainability strategies, and best practices for improving equipment reliability and efficiency. The presentations were delivered by industry experts from a variety of sectors, providing valuable insights and practical solutions for attendees.
One of the key takeaways from the conference was the importance of digitalization in asset management. The speakers emphasized the potential benefits of implementing advanced technologies such as artificial intelligence, machine learning, and the Internet of Things (IoT) in maintenance practices. By utilizing these tools, organizations can improve their predictive maintenance capabilities, reduce downtime, and enhance equipment performance.
The event also highlighted the growing need for sustainable practices in asset management. As the world faces pressing environmental challenges, organizations are increasingly expected to operate in an environmentally responsible manner. The speakers emphasized the role of asset management in reducing carbon emissions and achieving sustainability goals, such as energy efficiency and waste reduction.
All these evolutions force us to consider the human factor as well. We are standing on the edge of the fifth industrial evolution. Unlike industry 4.0, industry 5.0 is striving to be human-centric, sustainable, and resilient. This has been extensively outlined by Jan Stoker. The EFNMS actively addresses this gap by developing a uniform maintenance curriculum for European maintenance professionals, ranging from technicians to maintenance managers. This must result in a sustainable education framework to prepare employees for Industry 5.0.
In addition to the informative presentations, the event provided opportunities for networking and collaboration. We had the chance to meet and exchange ideas with fellow attendees, including maintenance professionals, academics, and industry leaders. The event provided a platform for sharing experiences and building connections, which is critical for driving innovation and advancing the field of asset management.
Overall, we are grateful for the opportunity to attend EuroMaintenance 2023 and would like to extend our gratitude to the EFNMS for the invitation. We look forward to applying the knowledge gained at the conference to drive innovation and progress in this important field.
Text: Sander Aznar, Tessa van Kol and Yamilla La Heij-Stöcker
Subscribe to the free Maintworld newsletter here!
EuroMaintenance: A great venue for all involved with asset and maintenance management
EuroMaintenance is a great venue for all involved with asset and maintenance management in one way or another.
It goes without saying that the presentations and the presenters in Rotterdam were different in many ways; what was addressed, how it was addressed and the overall context. After all, it is an art in itself to be able to “draw” whatever the presenter wants to draw in 30 minutes in such a way that the audience will be wide awake and can grasp the big picture with a “suitable” amount of detail.
When you add many presentations together, an even bigger picture emerges illustrating the current situation and the near challenges that we face as human beings, employees, citizens and nations in the field of assets and maintenance. The challenges today obviously include getting more young people on board and contributing to the overall goal of a more sustainable world and less waste. The five of us that came from the land of ice and fire were not let down by Ellen, Ian, others at the Dutch Maintenance Society (NVDO) and Ahoy employees. They all did a great job organising the event in a professional and courteous style, making us feel very welcome. Thank you!
Text: Gudmundur Jón Bjarnason
Subscribe to the free Maintworld newsletter here!
Latest





