Multi-site Maintenance Excellence: From ‘not invented here’ to creating support and commitment

The term ‘Operational Excellence’ refers to an excellent and flawless way of working to meet the highest expectations of customers. Maintenance obviously plays an important role in this. The term excellence is therefore also becoming ‘common knowledge’ in this area. With ‘Maintenance Excellence’ we aim for the best performance of our assets. A nice challenge, but how do you roll out this way of working to multiple locations around the world?
Large companies with multiple locations all over the world are called multi-site companies. Due to growth, relocation or acquisition, the company expands in various countries. This implies that the company is doing well, but it also creates a huge challenge. How do you make sure all these factories – with differences in processes, languages, cultures, time zones and IT systems – all perform in an excellent way? And is there even one excellent approach to be implemented everywhere?
Cultural differences
“There is enormous potential in learning from each other’s best practices, but this is not an easy task,” confirms Guy Delahay, Managing Partner at Mainnovation. Delahay regularly flies to other continents to advise multi-site companies on maintenance and asset management. “Without wanting to generalise: in America they are used to a top-down approach and if management indeed knows how to set the right course, this can work well. Germany is more hierarchical. When the boss is at the meeting table, the employee keeps a low profile. In Asian countries you see that the group feeling must be taken into account. And the Dutch have the image of being open and free-spirited. Here a mechanic can tell the director that he has a better idea. If this is an American manager, this may not be appreciated.”
Ideologies
Nevertheless, it is worthwhile to see whether the different factories can learn from each other. To achieve Maintenance Excellence, many organisations opt for methods that support this. Delahay calls this ‘the battle of the ideologies’. Delahay: “Companies choose to implement Total Productive Maintenance (TPM) or Reliability Centred Maintenance (RCM) at all plants. This often leads to top-down imposed programmes that ignore adaptation, commitment and support. Best practices are indicated from qualitative measurements, that are not at all relevant at some factories.”
A Global Maintenance Excellence Champion is also appointed to lead the project. “This can work well, but this has to be someone with – there’s that word again – excellent qualities. Flair, leadership and decisiveness. But also someone with a mandate. Can they make decisions or are they only allowed to give advice? And even then, this official can run into a wall of resistance. ‘Not invented here’ the employees say, because they mainly believe in their own way of working.”
Support base
Is it an impossible task then? “Certainly not,” says Delahay. “You just have to be aware of the pitfalls.” Cultural differences, resistance to a top-down approach and differences in targets, priorities, and action plans. “And despite all these pitfalls, it is possible. With our VDMXL methodology, for example, factory-specific solutions can be taken into account. The focus is on connecting people. Ensuring healthy competition between sites is good, but you do have to compare apples with apples: so, benchmark well and compare the right KPIs with each other.” It is also important to include everyone in order to create support and commitment. “Give space to ownership and knowledge exchange and celebrate successes. And provide insight into each other’s results and KPIs. In this way you step by step create a willingness to implement other – better – working methods and EAM systems. Improving multi-site.”
Text and images: Mainnovation


Subscribe to the free Maintworld newsletter here!
Using pipelines to transport hydrogen instead of natural gas

Hydrogen is one of the key players in the energy transition. Plans envisage using existing natural gas infrastructure for its transport and storage. Relying on fracture-mechanics analysis, TÜV SÜD assesses the integrity and remaining service life of pipelines intended for hydrogen transport and storage, considering hydrogen embrittlement of steel and aspects such as crack initiation and propagation in a hydrogen atmosphere.
Green hydrogen produced with electricity from renewable sources could slash carbon emissions by several million tonnes per year in Germany alone. Beyond its application in the steel and chemical industries, the energy carrier can also be used for energy storage and in fuel-cell drive systems in the transport sector. Given this, the German Federal Ministries for Economic Affairs and for Digital and Transport have invested a total of over 8 billion euros since mid-2021, funding around 60 large-scale hydrogen projects from hydrogen production to transport and industrial use.¹
Using available infrastructure
With a service life of up to 100 years, pipelines and storage caverns are particularly ecological and economical solutions for gas transport and storage. In addition to roughly 500 000 km of pipelines transporting gas throughout Germany, there are 40 000 km of pipelines for cross-regional and cross-border transport. With diameters of up to 1.4 m and service pressures of up to 100 bar, the pipes are generally also suitable for transporting hydrogen. This is supported by historical fact; up to the mid-20th century, “city gas” contained up to 50 % of hydrogen. Using the existing infrastructure would further increase the sustainability of the transition to hydrogen as an energy carrier.
However, for this approach to be successful, various types of steel must be tested for their resistance to hydrogen, taking into account the current state of the art in this field and appropriately adjusted safety and maintenance strategies.
Hydrogen embrittlement
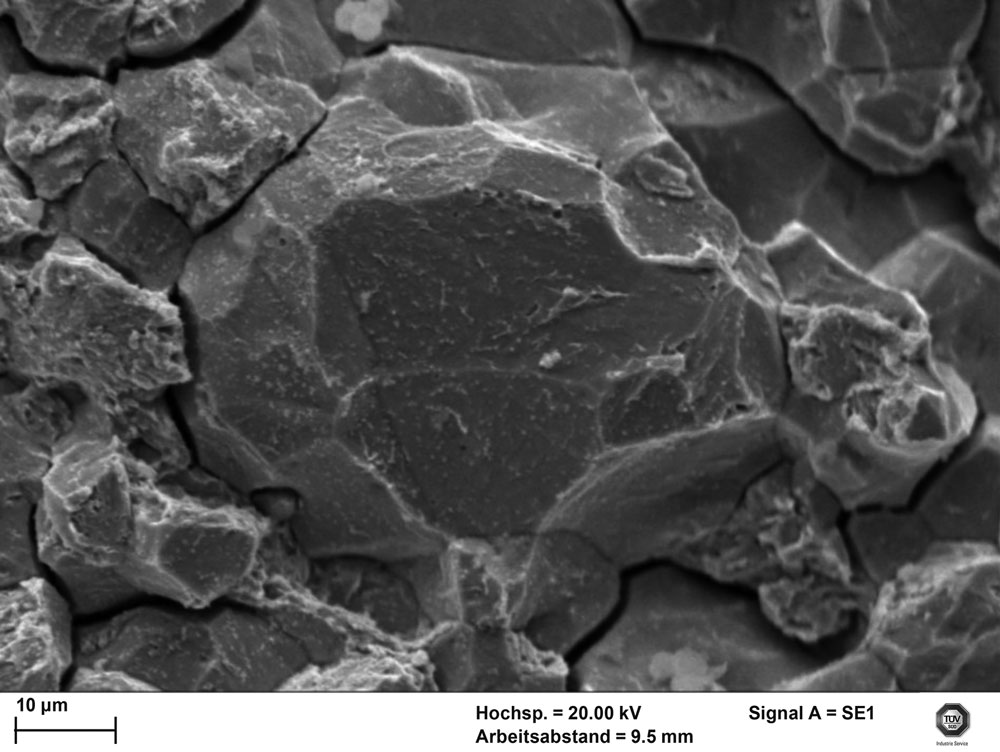
High-strength steels involve the risk of hydrogen-induced cracking. Minimal flaws in the structure of the material, inclusions, impurities, or cyclic mechanical stresses may cause the protective oxide layers of the metal to corrode, enabling hydrogen atoms to diffuse into the material and accumulate at flaws in the steel’s crystalline lattice structure. Because pipelines in particular, are exposed to pressure fluctuations, permanent avoidance or exclusion of damage in the passive oxide layers is impossible. Fluctuations in the internal operating pressure of a pipeline are due to various factors including injection and withdrawal processes.
Hydrogen deposition reduces the material’s plastic deformation capability and thereby its ductility, resulting in embrittlement and causing microscopic cracks. Continued accumulation of hydrogen atoms at the crack tips and cyclic loading cause these cracks to propagate. The extent of hydrogen embrittlement depends on the grade and structure of the steel and its type of production. Higher strength values and rougher surfaces increase the risk of hydrogen deposition.
In principle, hydrogen reduces fracture (crack) resistance by up to 50 per cent and accelerates crack propagation even at relatively low partial pressures. It also lowers contraction at break, but not tensile strength. These influences of hydrogen on steel must be taken into account in pipeline assessment.
Using fracture-mechanics analysis
Fracture-mechanics analysis is applied in examining pipelines and their materials for their suitability for transporting hydrogen, and in calculating the expected service life. In the case of known flaws, the experts will assess the integrity of the component.
Fracture mechanics are also applied to new pipelines, e.g. to identify the detection limits in non-destructive testing of the material and weld seams and to calculate the inspection intervals for future operations.
The propagation behaviour of existing cracks in particular can be mathematically quantified. Fracture-mechanics analysis looks not only at the material-specific parameters, but also at stresses and distortions in the presence of the respective fluid.
Generally, it can be said that stresses at the crack tip are theoretically unlimited and interactions between crack geometry and loading are highly complex. Fracture mechanics use the factors of stress intensity and rate of energy release to describe local stress conditions at the tip of the crack and crack-propagation behaviour.
Since diffusion of hydrogen atoms into the lattice structure of the metal is a function of time, the frequency at which the workpiece is loaded also plays a critical role. This applies all the more given that cyclic loading causes varying operating pressures and may therefore further accelerate crack growth, which is slower when the operating pressure is high and the pressure amplitude low than vice versa.
Visualisation in a diagram
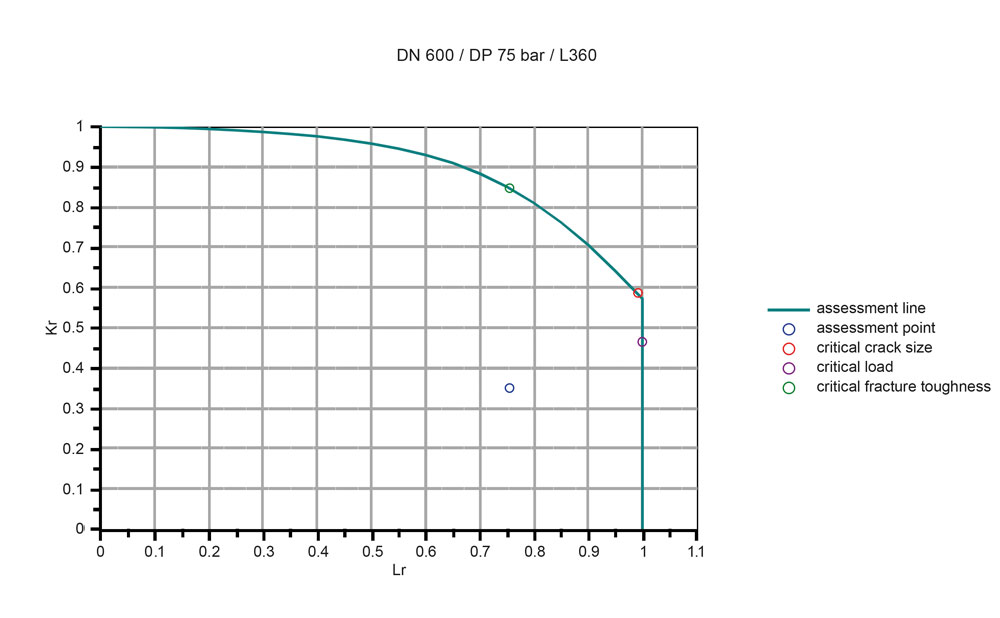
A failure assessment diagram (FAD) is used to examine and evaluate flaws that may result in component failure from an integrated perspective with the help of fracture mechanics. The factors of loading intensity (L) and stress intensity (K) describe component stress with regard to the plastic collapse of the residual cross-section, and material strain at the tip of the crack with regard to brittle fracture. LR stands for the ratio of existing stress in the residual cross-section to load at plastic collapse, whereas KR stands for the ratio of existing load at the tip of the crack (stress intensity) to the material’s fracture toughness.
Together, LR and KR define the position of an evaluation point in the FAD (Figure 1). The green FAD curve indicates the limit values. Parameters below this curve are still acceptable, while parameters above the curve are unacceptable. The blue point indicates a specific case of evaluation. The analysis of past loading cycles can be used to make predictions about future loading cycles. The expected growth of an initial crack and the length of time until the crack turns into an unacceptable flaw can be mathematically calculated, so that experts can calculate the service life of a pipeline.
Clarifying how H2 influences the material
In the USA, most steel types listed in accordance with the ASME Code have been analysed; in other words, their parameters (material characteristics in a hydrogen atmosphere) are known. However, where some steel types are concerned, fracture (crack) resistance and fatigue crack growth in a hydrogen atmosphere have yet to be determined or may be subject to changes caused by certain alloy elements or heat treatment processes.
For European materials in particular, experts must first determine how hydrogen will impact the relevant parameters before they can complete fracture-mechanics analysis. DVGW, a German recognised standardisation body for the gas and water industry, has launched a research project on this topic. TÜV SÜD is represented on the relevant committees and engages proactively in discussion and development of the pertinent safety concepts, which will be published shortly: DVGW Technical Rule – Code of
Practice G4643 (M) “Fracture-Mechanical Assessment Concept for Steel Pipelines with a Design Pressure of more than 16 bar for the Transport of Hydrogen” is scheduled for publication in March 2023.
Normative basis
All gas pipelines – irrespective of whether they transport natural gas, pure hydrogen or a mixture of the two – fall under the German Energy Management Act (EnGW). Under the German Regulation on High-Pressure Gas Lines (GasHDrLtgV), conversion of existing natural gas lines to hydrogen transport represents a major change and must be reported. The pipeline operator must prove that the conversion was completed expertly, professionally and in accordance with the state of the art. The technical requirements are described in DVGW Technical Rule – Standard G463 and/or DVGW Technical Rule – Code of Practice G409.
Benefiting from third-party expertise Acting on behalf of pipeline operators, TÜV SÜD is currently reviewing the conversion of existing natural gas pipelines to hydrogen. In their review, the experts consider all factors influencing service life as well as all documents on planning, construction and operation. The experts also point out measures that are suitable for determining, evaluating or upgrading the condition of pipeline infrastructure. By providing support in the form of safety strategies and fracture-mechanics analyses, TÜV SÜD is helping to achieve safe, secure and carbon-neutral energy management.
Dr. Johanna Steinbock, Expert Fracture Mechanics Analysis, TÜV SÜD Industrie Service
Jan Sachse, Head of Department Plant Safety, TÜV SÜD Industrie Service
Dr. Albert Großmann, Expert High-Pressure Pipelines, TÜV SÜD Industrie Service
Subscribe to the free Maintworld newsletter here!
Common misconceptions about motors
The tongue-in-cheek saying “If it’s in black and white, it must be right” is a helpful reminder that not everything we read (or hear) is accurate or complete. It’s always best to check sources and verify facts before accepting consequential statements as true. A similar adage underscores the importance of this advice in the digital age: “If it’s on the Internet, it must be true.” With these things in mind, here’s a random collection of common misconceptions about three-phase squirrel cage motors and the facts that deny them.
Soft-starting motors reduce utility-demand charges
Soft starters typically ramp up the voltage applied to a motor over a few seconds at start-up, reducing winding heating and starting current. This may extend the life of the winding for motors that start frequently, but it doesn’t affect utility demand charges. That’s because the electric meter averages the kilowatts consumed over each 15 – 30-minute period, not just for the few seconds that the soft starter reduces input power to the motor.
Higher current means a motor is less efficient
Input power is not a function of current alone. Other factors are voltage, power factor and efficiency. As an example, Table 1 shows the key data for two 460-volt motors of the same 75 hp (55 kW) rating.
Table 1. Example of motor current versus efficiency.
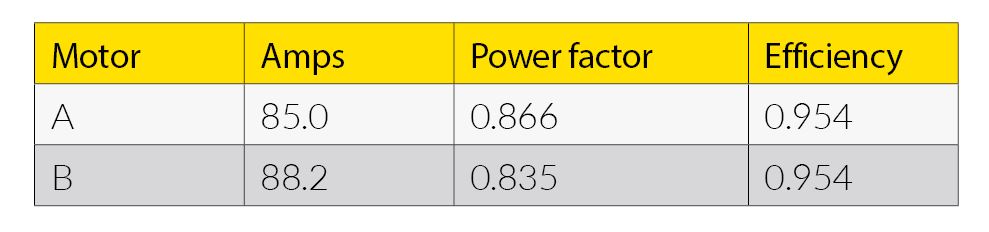
Note that Motors A and B have the same full-load efficiency despite a difference of more than 3 amps in their ratings. If you want to fact-check this, use the formula in Figure 1.

Power factor correction capacitors can reduce the energy consumption of a motor
Applying power factor capacitors at the motor terminals increases the power factor on the supply cables but does not change the motor’s power factor. Increasing the power factor on the supply lines reduces current in them, causing a corresponding but typically insignificant reduction in I²R losses (energy) in the supply wiring. The primary reason for reducing supply circuit current is to add electrical loads without rewiring a facility.
A motor can be loaded up to its service factor current
An example of this would be loading a 1.15 service factor motor up to its service factor current (typically ~1.15 × rated current). That would be a problem, according to clause 14.37.1 of NEMA Stds. MG 1-2016: Motors and Generators (MG 1): “A motor operating continuously at any service factor greater than 1 will have a reduced life expectancy compared to operating at its rated nameplate horsepower. Insulation life and bearing life are reduced by the service factor load.”
Further, the service factor only applies to Usual Service Conditions (MG 1, 14.2). These include operation at an ambient temperature of 5°F to 104°F (-15°C to 40°C) and at an altitude of less than 3300 feet (1000 meters) when rigidly mounted in areas or supplementary enclosures that do not seriously interfere with the machine’s ventilation.
A 230-volt motor can be used on a 208-volt electrical system
Per MG 1, 12.45, motors can operate successfully at ±10 percent of their rated voltage. Since 10 percent below 230 volts is
207 volts, a 230-volt motor would appear to be acceptable for use on a 208-volt system. But ANSI Std. C84.1 permits service entrance voltage for 208-volt power systems to be as low as 191 volts. Since there will be additional voltage drop in the building wiring, the voltage supplied to the motor could be less than 191 volts–well below the 207-volt minimum required for the 230-volt motor.
If the motor has a nameplate rating of 208-230 volts, ask the manufacturer for a suitable voltage range. Said another way, ask if the manufacturer’s warranty will apply if the motor is used anywhere between 187 volts (208 volts minus 10 percent) and 253 volts (230 volts plus 10 percent).
Oversized motors, especially motors operating below 60% of rated load, are not efficient and should be replaced with appropriately sized premium efficiency (IE3) motors
On the contrary, matching motor horsepower (kW) rating to the load will usually mean a slightly lower efficiency at that load than using the next larger size motor. The reason is that motors tend to peak in efficiency between 75-80 percent load. Motors that drive, supply or return air fans in heating, ventilation and air-conditioning (HVAC) systems generally operate at 70 to 75 percent of rated load, making them candidates for use with oversized motors.
Further, even at 60 percent of rated load (which more than one industrial motor study found to be the average load level), the next higher power rating motor could be more efficient at that load than the appropriately sized power rating. Some high-inertia loads also require more HP/kW to start than to run the load. Reducing the HP/kW to match the running load could result in the motor being unable to start the load.
It doesn’t matter which of the three line-to-line voltages in a three-phase system you measure to see if a motor is supplied with the proper voltage
It does matter. Voltage unbalance negatively affects three-phase motors. Even modest differences among the three line-to-line voltage levels can increase motor heating considerably. Voltage unbalance is expressed as a percent and determined by the formula in Figure 2.

It’s always best to check sources and verify facts before accepting consequential statements as true.
The formula for percent additional temperature rise in a motor winding due to unbalanced supply voltages is 2 × (% voltage unbalance)2, so a mere 3.5 percent unbalance would cause a substantial increase: 2 × 3.52 = 24.5%. For many motors, that would be an additional temperature rise of about 36°F (20°C).
According to a well-accepted guideline, motor winding life decreases by half for each 18°F (10°C) increase in temperature. Thus the 36°F (20°C) additional temperature rise due to a 3.5 percent voltage unbalance can cut a motor’s insulation life to about a quarter of what it should be.
Hand contact on a motor surface is a reliable way to judge operating temperature
Never check a motor’s surface temperature by hand! Modern motors can have surface temperatures near or above the boiling point of water during normal operation. Appropriate devices for measuring these temperatures include thermometers or pyrometers, thermocouples and thermal imagers.
Note that MG 1 sets specific limits for internal winding temperatures but not for motor surfaces. Where it does address parts other than windings (e.g., clause 12.43), it says the temperature of such parts “shall not injure the insulation or the machine in any respect.” So, unless the motor surface temperature exceeds the winding’s rating or something on the surface is damaged or otherwise degraded, MG 1 would not consider it too hot.
Winding burnout is the most common cause of motor failure
Although a winding failure usually results in a more costly repair and longer downtime, bearing failure is the most common cause of motor failure (see Table 2).
Table 2. Summary of motor failure surveys for motors rated up to 4 kV.

Survey references
1. P.F. Albrecht, J.C. Appiarius, and D.K. Sharma, “Assessment of reliability of motors in utility applications – Updated.” IEEE Transactions on Energy Conversion, vol. EC-1, no. 1, pp. 39-46, March 1986.
2. O.V. Thorsen and M. Dalva, “Failure Identification and Analysis for High-Voltage Induction Motors in the Petrochemical Industry,” IEEE Transactions on Industry Applications, vol. 35, no. 4, pp. 810-818, July/Aug. 1999.
3. Monitoring und Diagnose elektrischer Maschinen und Antriebe, Allianz Schadensstatistik an HS Motoren 1996-1999 in VDE Workshop, 2001.
4. O.V. Thorsen and M. Dalva, “A survey of faults on induction motors in offshore oil industry, petrochemical industry, gas terminals and oil refineries,” PCIC, 1994. Record of Conference Papers, IEEE IAS 41st Annual, Vancouver, BC, 1994, pp. 1-9.
Adapted from EASA’s Root Cause Failure Analysis, 2nd ed., pp. 1-5.
Thomas H. Bishop,
P.E., senior technical support specialist at EASA
Subscribe to the free Maintworld newsletter here!
Metaverse, Multiverse & Maintenance

Metaverse has become a buzzword in the tech industry. Not a single day goes by without the media mentioning it, especially in the context of investments, start-ups, new platforms, and companies entering the world of digital engagement. There is a massive momentum towards an almost real 3D virtual world. Facebook even rebranded itself as Meta, which may be remembered as a red-letter moment in the evolution of the metaverse.
In his science-fiction novel Snow Crash, Neal Stephenson introduced the word “metaverse” in 1992. The novel describes a networked world, “Metaverse,” parallel to the real world. Meta means “transcendence,” and verse refers to “universe”. Later, Roblox, a sandbox game platform, became the first metaverse concept game. Since then, the concept and articles about the “metaverse” have appeared in many media reports, attracting the attention of people from all walks of life, even government departments, and creating the “meta-universe” phenomenon.
Metaverse has become a buzzword in the tech industry.
But the metaverse isn’t just a place for gamers and kids playing Roblox. That is why we keep hearing about serious companies establishing a presence and services there, including maintenance services. To some extent, companies make the jump just because they don’t want to miss out, even though the metaverse for industry and especially for maintenance is still in its infancy.
Indeed, the metaverse is only emerging and is years, even decades, from maturity. Even the naming conventions for this virtual world still need to be settled. We are not sure if we will have “the” metaverse, “a” metaverse, “many metaverses”, or a “multiverse” as a “pool of parallel metaverses”. However, even at this early stage, the value that can be obtained from the metaverse is close at hand. The buzz and hype may be exaggerated, but that doesn’t mean we can’t obtain value from the components and parts that go into it.
With the development of technology, the fantasies described in Snow Crash have gradually become more real, making it easier for people to cross the physical distance of the real world and connect, improving the immersive experience. In the metaverse, people perform their daily activities using avatars representing their “real” or imaginary selves. Simply stated, a virtual space becomes the real world for an alternative life with avatars or digital profiles participating in events, sometimes for private and sometimes for professional purposes – with possible economic implications.
Metaverse is still evolving, but its components are ready for use. These components include the technologies, tools, and systems these virtual worlds are built on and accessed through and the underlying concepts that support the new experiences. Some of these technologies have been around for some time, and the concepts are being applied in active metaverse platforms.
The immersive technologies
Realizing immersive experience requires hard and soft technologies, plus a pool of services. Two dominant technologies underlie the metaverse: augmented reality and virtual reality.
Augmented reality adds a digital graphic element to an existing, physical, real-world through the use of technologies such as glasses, lenses, or smartphones. In effect, it superimposes information on the natural environment. This technology has been especially popular in maintenance, where superimposed information for technicians has facilitated quicker repairs and increased the maintainability of assets. Lifelogging is a subclass of augmentation of the inner world where smart devices are used to record daily lives on the Internet. Examples of lifelogging are the social networks we use daily for professional or private reasons, such as Facebook, LinkedIn, or Instagram. Lifelogging is promising for maintenance, as machines connected in a machine-to-machine (M2M) environment are expected to deliver new services based on the social networking of assets in an unattended manner.

Virtual reality is a virtual online 3D reality, with avatars and communication tools simulating the inner world. The avatar can be personalized. Even though virtual reality’s cultural, physical, and social characteristics are different from reality, the avatar, like a real person, can communicate with other entities and achieve goals. Online video games are a well-known use of virtual reality. But virtual reality also applies to industrial settings. For example, in the virtual commissioning of new plants or assets, technicians can recreate the future shop floor, and correct or adapt as required, thus avoiding costly trial and error actions. A subclass of virtuality mirrors worlds that are virtualizations or simulations of the real world. The authentic appearance, information, and structure are transferred to a virtual space to carry out activities via the Internet or mobile applications. Well-known examples are Google Maps and Google Earth.
There is a lot of debate about whether AR or VR will dominate the market. The truth is that each has its unique value. Each enables users to experience and interact with the digital worlds that comprise the metaverse and the avatars that inhabit them.
Each offers adaptability for different maintenance scenarios since using specific gadgets on the shop floor is impossible. Sometimes it is possible to use a PC or mobile device. Still, the immersion and physical interaction offered by a head-mounted display and hand-tracking controllers are much more natural and engaging than those of a keyboard, mouse, or games controller. Moreover, a remote maintenance action may require an immersive experience rather than a standard inspection, and augmented information provided by a device might be enough. But it is the convergence of these technologies and concepts that is truly the game changer when it comes to leveraging the metaverse.
Metaverse is still evolving, but its components are ready for use.
While current headsets can be hot and heavy, the technology is advancing rapidly, and a new generation of slimmer and lighter devices suggests the beginning of a more comfortable way to access the metaverse. VR and AR offer different experiences, with VR fully immersing users and AR layering digital items over the real world. Use cases that demand a fully immersive experience will benefit more from VR use, whereas others that depend on interacting with the natural world will necessitate AR. Neither is better than the other, and neither is “wrong.”

The metaverse is a location where the real world is augmented, connected, and replicated with virtual reality, and, as such, it can be considered another world. For the digital generation, the metaverse is and will be a space where they spend part of their daily lives. The Covid-19 pandemic accelerated this trend with widespread isolation measures. The changes caused by the pandemic also had maintenance implications; Covid-19 limited maintenance inspections and interventions. Consequently, many activities moved from only being offline to also becoming virtual. In other words, the metaverse is not only a place offering escape but where people will live part of their lives. In the maintenance context, it means there is a better ability to safeguard the robustness and resilience of assets by providing virtual assistance and skipping costly actions to inspect remote and unattended equipment. The connection with the metaverse is facilitated by new technologies that allow us to be part of the online world 24 hours a day, all the time, and everywhere. The benefits for the maintenance sector are evident in terms of health monitoring, support and training of technicians, and remote troubleshooting.
Consequently, maintenance as a service is attracting interest in the metaverse, with researchers examining the potential of the virtual world for detecting and predicting failures and providing maintenance support.
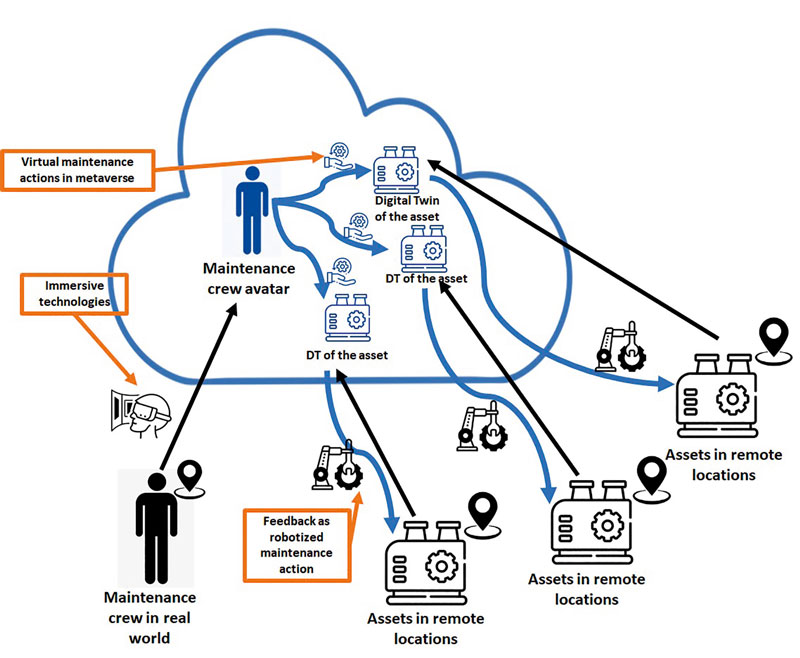
Digital Twins and Cyber-Physical Systems as avatars of our assets
Thanks to Industry 4.0 and the upcoming Industry 5.0, a dramatic technological transformation linking the physical world to the digital space has been accomplished. Digital twins and cyber-physical systems (CPS) define how a physical system integrates sensors, communication, computing, and control in a large-scale cyberinfrastructure. Digital twin technology is vital in boosting this convergence. This technology permits global industries to establish digital copies of their processes and assets to optimize maintenance and performance. Digital twin and CPSs technologies provide virtual representations, digital replicas, or copies of products, but also people, in the form of avatars. We could say the avatars of humans in the metaverse will interact with digital twins of the assets that are, in fact, avatars of assets.
CPS are systems linking networked products and operations. Digital twins are engineering systems that drive new abilities to design, operate, maintain, and create new services to maximize value. Therefore, the digital twin of an asset is expressed as a virtual (digital) profile of a physical thing or process’s current and past state, providing the elements and dynamics of how the replicated system performs and degrades using CPS as a backbone.
Digital twins, as avatars of our products, add value to the industrial metaverse and beyond from the perspective of extended reality, with platforms for managing and analyzing data and experiencing the immersive interactions of avatars with digital products. Indeed, the key aspect of the maintenance metaverse is that digital twins of assets with different maturity levels will be transferred to the metaverse and become the avatars of these assets, ready to interact with the avatars of the maintenance crew.
Metaverse platforms for immersive remote monitoring and control of intelligent industrial applications are challenging but achievable with appropriate gadgets. An industrial metaverse will include detailed digital twin models equivalent to full real-world assets where Industrial Internet of Things (IIoT) data and 3D digital models link digital and physical worlds. The merging of digital and physical object interactions that is already underway gives credibility to the concept of a metaverse as a viable future reality.
Digital twins are a fundamental requirement for realizing the industrial metaverse, when assets are perceived from multidimensional perspectives to initiate new maintenance frameworks, such as remote monitoring, troubleshooting, and training new workers through an interactive simulation.
On the one hand, for monitoring purposes, integrating digital twin technology with real-world data-related technologies will enable the creation of advanced simulation algorithms that could anticipate how processes and products will perform and degrade. Such algorithms must integrate IIoT data, Industrial AI, data analytics, and domain knowledge to improve output. Given the advancements in AI and Big Data technologies, the virtual models (digital twins) can become a staple in modern engineering, thwarting costly asset failures, eliminating the sophisticated testing of products and processes, and fostering efficient predictive and monitoring capabilities of systems.
On the other hand, using metaverse and digital twin-enabled solutions as training and remote troubleshooting platform will help in testing systems and obtaining feedback. Based on the feedback, the system could be optimized, and the experimentation could be repeated.
There are clear relations between the metaverse and the prevention and mitigation of failure.
At the initial stage of the testing, since a digital platform or a clone of the machines is used, the wear and tear of the intelligent industrial machines and gadgets will be safeguarded. Further, based on the learning from the digital simulation platforms, testing could be done on the physical industrial machines in industrial settings, thus achieving real virtual commissioning with a high success rate. This immersive and virtual experience will allow maintainers to collaborate with experts and trainers from remote locations.

In summary, considering digital twins as a tool to monitor dynamic changes in systems is crucial for maintenance applications in the industrial metaverse. Metaverse solutions are essential for remote maintenance managers and workforce groups who can use digitally cloned models for testing, monitoring, intervention, and training. In this way, the metaverse will become a powerful platform for maintainers and beyond.
Its role in assisting virtual teams in gaining access to or control over digital clones is also being considered as a means of promoting new business models in the field of maintenance as a service; this includes remote troubleshooting and assistance, but it also includes innovative alterations in the digital clones based on ongoing failures, problems, and maintenance actions, thus promoting new product development and reliability growth.
Metaverse and maintenance actions
There are clear relations between the metaverse and the prevention and mitigation of failure. The metaverse can certainly be adopted for diagnostic and repair support with satisfying results. Maintenance 4.0 has already adopted and adapted various innovative technologies, such as IIoT, CPS, cloud, fog, Big data Analytics, machine learning, blockchain, and Industrial AI.
Immersive technologies are becoming increasingly important. The disruptions they bring to performing maintenance will include the ability to monitor and interact remotely with a large population of assets and educate those involved in maintenance activities. Digital innovations can be adopted as an alternative maintenance service model; indeed, the possibility of creating avatars allows consultations and personalized actions. In the metaverse, maintainers could “consult” in a 3D virtual workshop using remote services and devices, such as wearable sensors and smartphone applications, monitor the health status of assets, and once they have a “diagnosis”, perform maintenance intervention using haptic sensors and robotic actuators.
The potential for incorporating monitoring devices into asset health programs is enormous. Different devices can be adapted to remotely monitor asset health conditions, connecting real life with the virtual world. The health of a distant asset can be assessed by IoT sensors, plus a number of virtual sensors, with Industrial AI models within the system adding further physical and expert knowledge. The creation of soft sensors will increase health visibility and improve maintenance criteria. With this information, both real and virtually created, maintenance crews will evaluate asset performance and damage propagation, comparing, in real-time, their data with the data of other users worldwide. Through real-time monitoring, maintainers can be part of an online community, and being guided by experts worldwide increases the likelihood that they will attend maintenance good practices programs and adopt world-class decisions.
Moreover, these monitoring devices will allow assets to be fully present in the metaverse, 24/7. Importantly, monitoring health parameters around the clock will facilitate prompt prevention or intervention, helping service providers improve maintenance security. Along with monitoring, in the metaverse, a virtual and AI-based avatar or agent may provide personalized feedback and support, and, in this way, maintenance interventions could become more effective.
Finally, an avatar that can act as a “virtual doctor/nurse” may be able to directly monitor and interact with the asset, providing individualized care and treatment but also supervising and monitoring, in real time, the “patient’s” evolution after maintenance or repair actions. In this way, the metaverse can serve as a transitional stage before maintenance providers tackle real-world problems. In the metaverse, they can accompany assets into specific individualized environments, thus enhancing the efficacy of maintenance programs and actions. Beyond maintenance, however, virtual care models with group support programs could be a valid intervention in real-world health problems; in this context, remote virtual nursing care with robotic end-user delivery units could be helpful.
Prof. Diego Galar, Ramin Karim, and Uday Kumar from the University of Luleå, Sweden
References
Galar, D., Kumar, U., & Seneviratne, D. (2020). Robots, Drones, UAVs and UGVs for Operation and Maintenance. CRC Press.
Karim, R., Galar, D., & Kumar, U. (2021). AI Factory: Theories, Applications and Case Studies.
Galar, D., & Kumar, U. (2017). eMaintenance: Essential electronic tools for efficiency. Academic Press.
Galar, D., Daponte, P., & Kumar, U. (2019). Handbook of Industry 4.0 and SMART Systems. CRC Press.
Subscribe to the free Maintworld newsletter here!
Wind energy – on the path to generating 50% of Europe’s electricity

The wind energy scene is certainly never short of excitement. The sector was only in its infancy a generation ago. The scale of growth in recent years has been astonishing: Wind energy has become a vital and indispensable part of Europe’s energy system. Today it makes up 17% of all electricity generated in Europe. By 2050 the European Commission wants it to be as much as 50%. But there are many hurdles to overcome on this victory march.
The success of wind energy in Europe is rooted in rapid improvements to wind turbine technology. The turbines we’re building today culminate in technological innovation, streamlining, and industrial scale effects over many years.
Wind energy is an increasingly stable form of power supply with capacity factors between 30-45% onshore and over 50% offshore – matching the capacity factors of fossil power plants. Some 20 years ago, the industry installed 1 MW turbines onshore, and offshore wind was a niche technology. Since then, yields have risen significantly – and modern turbines continue to grow in size and efficiency. The latest turbine models tested by European manufacturers are 15 MW offshore wind machines. Over the years, wind turbines have also become increasingly flexible – operating at lower wind speeds and aligning more smoothly with electricity demand. Digitalization has been a big help here – not just for monitoring output but also for improving the design of turbines and extending their lifetimes.
Wind power is now one of the cheapest energy sources in Europe. Perhaps most importantly, wind power is now far more affordable than any fossil fuel equivalent. This fact makes wind energy a genuinely competitive and transformative technology – a driving force behind the energy transition.
The European Commission wants Europe to have 440 GW of wind energy by 2030, up from 200 GW today.
For example, Hornsea 2, the world’s largest offshore wind farm, became fully operational in 2022. The project, located in the North Sea off the coast of England, generates electricity for around 1.3 million homes. Each turbine is 200 m tall, with the blades alone measuring 81 m. A single rotation of these turbines can generate enough electricity to power an average household for a full day. This project is very much at the cutting edge of our existing turbine technology, but it’s just one example of the power that wind brings to the table – and an example of how far we have come in just a few decades.
At the same time, the industry is proactively addressing the last outstanding questions concerning circularity and recyclability – making wind the sustainable energy source of choice. As it stands, 85-90% of turbines are recyclable, and breakthroughs aim to push that percentage even higher. In other areas, the environmental advantages of wind energy are plain to see. Turbines emit zero carbon, SOx, NOx, or PM and consume hardly any water. The actual CO2 footprint of wind farms is negligible – each turbine pays off its lifecycle emissions within about 6-9 months of operation. Our aim is to guarantee recyclability across the whole turbine lifecycle – from the start of every project to the end-of-life stage and beyond.
The path to generating 50% of Europe’s electricity
How big is wind in Europe today? Wind power already accounts for a sizable chunk of Europe’s energy mix – meeting up to 17% of the EU’s electricity demand at the end of 2022. The figure was 55% and 34% in Denmark and Ireland, respectively. For Germany, Portugal, and Spain it was 26%, 26%, and 25% respectively. As an industry, it represents 300,000 jobs across Europe
– adding €37bn to European GDP – and 248 factories employing people in some of Europe’s most economically-deprived areas. Every new turbine represents €10m of economic activity on average. All told, wind is a significant component of the European economy.
Electricity from wind is produced locally – here in Europe. The war in Ukraine has been a painful reminder of Europe’s overreliance on imported fossil fuels. Russia’s energy blackmailing and the surge in electricity prices across Europe highlighted the crucial role of domestic energy production for energy security and electricity affordability in Europe. Today the energy transition to renewables is not only an urgency to fight climate change but also to protect national security. Or as Germany’s Finance Minister Christian Lindner put it: “renewable energies are now freedom energies.”
As the EU decarbonizes, wind, solar, green hydrogen, and its derivatives will become the backbone of our energy system – delivering clean, affordable, homegrown power to all Europeans.
The Russian invasion of Ukraine has accelerated the need to transition away from imported fossil fuels. In REPowerEU’s energy policy reaction to the invasion, the European Commission doubled down on competitive and domestic renewables to deliver energy security. REPowerEU states that the growth of wind, along with other renewables, is now a matter of “overriding public interest.”
The European Commission wants Europe to have 440 GW of wind energy by 2030, up from 200 GW today. By 2050 wind energy will be as much as 1,300 GW and generate 50% of all European electricity. The International Energy Agency (IEA) expects wind to be Europe’s number one source of power by 2027.
The European wind industry is struggling
But to make these expansion targets for wind energy a reality, we need to see a concerted push to accelerate the growth of wind. As it stands, there are still several factors that are holding this up.
The main factor continues to be new wind farms’ slow and burdensome permitting. Europe needs to issue more permits to meet its energy and climate targets. As a result, the wind industry only built 16 GW of wind in Europe last year – but we need to develop at least 31 GW a year to meet the EU’s 2030 climate targets.

The second hurdle is the electricity market design. New and uncoordinated national emergency measures brought in over 2022 to respond to the energy crisis have led to a patchwork of different rules across the EU. This has diminished investor confidence – at the precise moment, we need to ramp up. The European Commission is set to present a proposal for the revision of the EU electricity market design in March 2023 – which we hope will reverse some of these unhelpful measures.
The third and final challenge is the lifeblood of the energy system itself – grid infrastructure. Transmission and distribution networks need to expand and modernize, making use of new grid and system integration technologies – interconnectors, energy islands, and other hybrid projects. Energy storage will also be vital here – storing excess supply in times of high wind but low demand and providing a backup during periods of low wind but high demand.
The result of these challenges seems paradoxical: while Europe wants more and more wind, the wind energy supply chain is struggling not only because of the low market volumes caused by the permitting bottlenecks but also because of poor auction designs, inflation, and exploding prices for commodities, raw materials, and components. Thankfully European policymakers have understood the problem – and new policy measures will aim to reinforce the European supply chain and shore up Europe’s clean tech manufacturing capacity.
Regarding technology and cost-competitiveness, wind energy will continue to be one of the cheapest sources of energy available – much more affordable than fossil fuels. The new urgency of the energy crisis puts wind front and centre of the coming energy transition. The current hurdles are mostly related to policymaking and industrial ramp-up – and will need to be tackled soon if our climate targets are to be met. But there’s no doubt that wind will take centre stage in the future European energy mix. And in an increasingly volatile world, having control over our energy security could make all the difference
Christoph Zipf, WindEurope
Subscribe to the free Maintworld newsletter here!
Ultrasound: Achieving energy savings by detecting compressed air leaks

With energy prices at an all-time high, it is now more important than ever for maintenance teams to focus on detecting compressed air leaks at their industrial facilities. As electricity prices keep going up, generating compressed air becomes more and more expensive – detecting and fixing leaks becomes now a priority.
It is estimated that more than 50% of all compressed air systems have energy efficiency problems, and losses from such systems can be very costly. About 30% of all industrial compressed air is lost due to leaks, generating a huge economical and energetic waste. Just think that a leak of just 3mm can cost up to 574 GBP per year if it is not detected (on a 5-bar pressure system). Thus, detecting and repairing compressed air leaks may lead to huge energy savings.
Leak Detection Methods
There are a few methods used to detect compressed air leaks. One of the most traditional methods, still widely used, is detecting leaks with a soap and water solution. This method has a few disadvantages: it takes a very long time, creates additional work, and may also constitute a safety hazard.
A much more effective, quick and safe method is using ultrasonic inspections instruments. These can be listen-only instruments or the more recent ultrasound leak detection cameras, which make the job even easier.

Why Use Ultrasound for Leak Detection
Using the characteristics of Ultrasound, locating leaks is fast and easy to do so because of:
• Directionality of sound waves makes locating the source easy
• Intensity of signal: the closer you get, the more sound you detect
• Fixed frequency, making it effective to locate even in a loud factory environment
As any gas (air, oxygen, nitrogen, etc.) passes through a leak orifice, it generates a turbulent flow with detectable high frequency components.
By scanning the test area with an ultrasound instrument, a leak can be heard through the headset as a rushing sound or noted on the display/meter. The closer the instrument is to the leak, the louder the rushing sound and the higher the reading.
Should ambient noise be a problem, a rubber focusing probe may be used to narrow the instrument’s reception field and to shield it from conflicting ultrasounds.
In addition, frequency tuning (available in most models) dramatically reduces background noise interference to provide ease of ultrasonic leak detection as never before experienced.

Compressed Air Leak Surveys – evaluating the cost of leaks
One of the more popular applications for ultrasound is the creation of compressed air leak surveys.
Utilizing a software for compressed air leaks, users are able to locate and report on cost estimation per leak while also demonstrating the reduction of the carbon footprint.
∫ Locate the leak site fast & easy
∫ Tag the leak site & record values with digital ultrasound inspection instruments
∫ Report potential cost avoidance & produce repair reports
This can be done using software such as UE Systems DMS or even a mobile app like the Leak Survey Sidekick app.
This app lets the user create a compressed air leak survey report. Once leaks are identified and information is entered, the data can be used to generate a comprehensive Excel report that includes estimated LMP (litre-per-minute) loss, up-to-date cost avoidance, leak location photos (taken with your smartphone or tablet), and greenhouse gas reductions.
Survey quality assurance is optimized by identifying leaks that have been repaired and leaks that have not been repaired. Also works with specialty gases like Argon, Helium etc.
Ultrasonic Cameras for Compressed Air Leak Detection
Traditional ultrasonic inspection instruments are effective but work only with sound. The user detects leaks by following the leak sound coming through the headphones connected to the instrument, scanning in all directions, and following the sound source until it’s possible to pinpoint the exact leak location. This is called the gross-to-fine method.
However, with the most recent developments in ultrasound technology for leak detection, there are ultrasonic cameras available which allow the user to see the leak on a screen, in real-time. One example of the available ultrasonic cameras is the UltraView from UE Systems.
Maintenance professionals can easily find compressed air leaks (or any other compressed gas) by simply switching on the camera and watch how the leak locations show up on the screen. This way, it is possible to quickly cover a large area and find a significant number of leaks, even at a safe distance. Thus, finding leaks with this ultrasound camera is much more efficient when compared to traditional leak detection methods.
Peter Boon, Product Manager at UE Systems
Subscribe to the free Maintworld newsletter here!
Is your lubrication program world-class?

Acoustic Lubrication is just one of the 8 application pillars adopted by world-class ultrasound programs. And what an important one it is. Poor lubrication practices account for as much as 40% of all premature bearing failures. When ultrasound is utilized to assess lubrication needs and schedule grease replenishment intervals, that number drops below 10%. What would 30% fewer bearing related failures mean for your organization? Keeping up with the changes in on-condition bearing lubrication techniques is challenging. Technology advancements from SDT’s LUBExpert allows us to transform complex processes into a simple procedure.
How to Get Started
Success is dependent on organization and commitment. Without these two structural elements, your ultrasound lubrication program will find difficulty getting traction. A well-organized strategy and carefully planned execution will get the project started properly. Getting the commitment from all levels becomes much easier when a program can demonstrate structure and cohesion. Results will prove the program faster which will trigger easier access to funding to grow and sustain the program.
Start by asking “Why start an ultrasound lubrication program and what improvements do we expect?” There is no one easy answer to the question. Saving money is an obvious benefit that gets the attention of management, but it is not specific enough. How will an ultrasound lubrication program save money?
Poor lubrication practices account for as much as 40% of all premature bearing failures.
By reducing grease consumption;
• By raising awareness of the right types of grease to use;
• By making more effective use of lube tech’s time;
• By reducing unwanted machine breakdowns caused by lubrication failures;
• By extending bearing life expectancy.

A new beginning is the best opportunity to review what you have been doing previously. Identify what worked and improve or remove what did not. We will not go deeply into all aspects related to good lubrication practices. However, there are some basic and relevant points that should be noted.
Lubricant management program:
Keeping your bearings healthy requires a lubricant with the right quality for the application. By quality we refer not only to the quality of the grease manufacturer, but quality in a broader sense which involves all the processes from manufacturing to application. Some general recommendations are:
• Keeping high standards of housekeeping for storage, handling, and application to prevent contamination that degrades the quality of lubricants.
• Keeping a detailed list of products to use for each lubrication point. Selecting the right lubricant requires technical knowledge in several aspects. Using the wrong product will jeopardize the useful life of the component. Don’t change lubricants without solid reasons. Consider contracting a lubrication consultant to direct advice on this.
• Providing training in every aspect relevant to lubrication practices and product knowledge to those responsible for lubrication.
• Setting objectives to reach so you have a clear path to follow.
Keeping your bearings healthy requires a lubricant with the right quality for the application.
Application Guidelines:
Delivering the lubricant to the right point requires some type of device; usually a grease gun. There’s lots of different types but they all have one thing in common: they deliver grease with high pressure, enough to overcome the backpressure in the grease fitting.

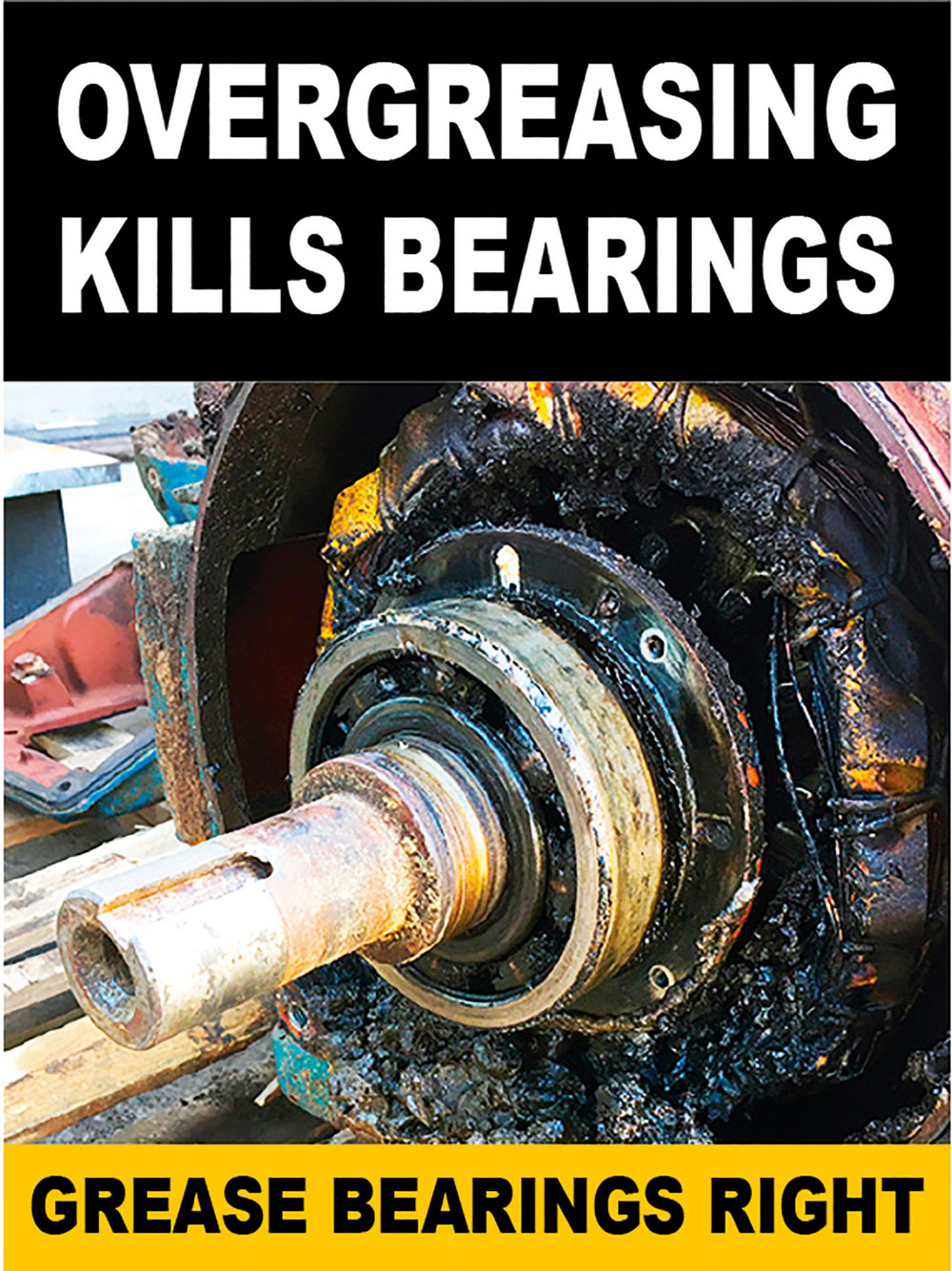
Dirty grease and mixing grease types kills bearings. Therefore, it is necessary to extend the precautions for contamination and storage discussed above, to the application of lubricant through grease guns:
• Wherever possible, insist on using a dedicated grease gun for each grease type to avoid the risk of applying the wrong product through cross contamination. Label the grease gun with the associated grease to be used. LUBExpert manages multiple grease guns to prevent mixing of grease types.
• Standardize your grease guns so they all deliver the same quantity of grease per stroke.
• The same principle must be applied for your ultrasound device. If using SDT’s acoustic lubrication adaptor LUBESense1, assign a different one for each grease type. Grease remaining in the adaptor can mix with new grease causing a degrading chemical reaction.
• Always clean the grease fitting and grease gun before and after every application.
• Some bearings have drain plugs for purging old grease. If you open the drain, remember to clean the drain hole; it may be clogged. Use a clean brush like a bottle washing brush to clear the port.
• Apply grease slowly, one full stroke at a time (no more than 20% of the maximum designated quantity per injection) to avoid over greasing. This also avoids potential damage to the bearing as too much pressure can push the bearing cage into the roller elements.
• Always allow for churning time – the time required for freshly injected grease to work its way into the bearing.
Type of bearing inside:
Don’t assume that a grease fitting installed on a bearing housing means a path to grease the bearing. Sometimes, motors are fitted with both grease fittings AND sealed for life bearings. You must identify every grease point to be managed within the ultrasound program.
Ultrasound assisted lubrication offers significant benefits that calendar based lubrication cannot.
Identify the bearing inside to know its size for lubrication quantity, its particulars for defect diagnosis, and the type of grease typically used. Here are some helpful tips regarding the use of acoustic lubrication:
• Friction produces ultrasound. Bearing friction is produced by the contact between race, rolling elements and seals or shields.
• Less contacts means less friction. A ball bearing produces less friction than a same size roller bearing under the same lubrication conditions, speed and load.
• Plain bearings produce the lowest friction levels. Their ultrasound baseline often trends in the single digits or low teens.
Typically, they remain consistent for their lifespan and only display sudden upward trend lines when the oil film becomes contaminated or the bearing is near failure.
Benefits of Ultrasound
Ultrasound performs well at sensing and measuring changing in friction levels. It’s the perfect technology to guide lube technicians during the lubrication-replenishment task. Ultrasound assisted lubrication of plant assets offers significant benefits that calendar based lubrication cannot. The days of relying on calendars and calculators are over.
Find out more by visiting our website at https://sdtultrasound.com/industry/bearing-lubrication-monitoring/
Subscribe to the free Maintworld newsletter here!
Secure supply chains are crucial to the industrial sector’s cyber defence
Significant advancements are being made to digitalise and automate industrial operations. Critical infrastructure is becoming more and more digitally connected to make society safer, bring down costs and increase efficiency. But digital transformation carries emerging risks. Rising geopolitical tensions, war in Europe, a cost-of-living crisis, energy supply shocks and widespread food insecurity are shining a light on just how vulnerable critical infrastructure is the more connected it becomes.
Cyber threats to industrial facilities are becoming more common, complex, and creative as operational technology (OT) – the control systems that manage, monitor, automate and control industrial operations – is increasingly networked and connected to IT environments. The manufacturing sector recently became the world’s most cyber-attacked industry for the first time, according to IBM’s 2022 X-Force Threat Intelligence Index. Other industrial sectors, including energy and transport also appear within the top ten.
Production shutdowns, safety incidents, process disturbances and other service disruptions are all potential consequences of a cyber-attack on industrial operations. Life, property and the environment are at stake.
It’s no surprise, then, that cyber security is rising up the boardroom agenda in industrial sectors. Cyber security risks are now business risks, and business leaders are recognising that cyber security is a pre-requisite for digitalisation and automation excellence.
The supply chain security challenge
Industrial companies’ investment in cyber security is now increasing. More focus is being placed on identifying where companies are vulnerable to attack, and putting the people, process, and technology measures in place to defend their IT and OT environments. But all this effort will make no difference if the security posture of a company’s supply chain is not equally strengthened.
Companies can have complete oversight of their own vulnerabilities and have all the right measures in place to manage the risk, but this doesn’t matter if there are undiscovered vulnerabilities in their supply chain. One issue can escalate or ‘domino’ into many others. The supply chain is a very attractive target for cyber criminals because it potentially provides a single-entry point to multiple companies’ environments.
Supply chain security risks have not gone unnoticed by OT security professionals. The majority say their organisations are at risk because of their inability to ascertain the security practices of relevant third parties and to mitigate cyber risks across the OT external supply chain, according to research conducted by Applied Risk, a DNV company, in 2021.

Many suppliers and manufacturers of equipment integrated within OT systems simply lack the people, processes, and technologies to demonstrate the cyber security of their products and services. By adopting a cyber security programme, investing in training of the workforce and following a Secure Software Development Life Cycle (SDLC) process, the risk of security vulnerabilities in products in production can be improved.
Vendors’ systems used to be standalone. Now, they are increasingly connected within IT/OT systems internally and externally in much larger critical infrastructure ecosystems.
Applied Risk’s study found that only a third of OT security professionals say their organisations conduct regular audits of their main suppliers, and just a quarter (27%) conduct due diligence prior to contracting with new suppliers.
Companies with industrial operations need to pay greater attention to assuring that equipment vendors and suppliers demonstrate compliance with security best practice from the earliest stages of procurement and throughout the lifecycle of a project. Strengthened data management securing information and data sharing between suppliers, customers and other partners, limited access to critical assets – next to implementing monitoring and threat detection systems – improve supply chain cyber security by mitigating the risk of cyber-attacks. And if things go wrong, have an incident response plan in place to manage the threat and act fast.
Time to take action
It is now time for both industrial operators and their suppliers to face these challenges head-on. Increasingly, suppliers must assure themselves that they have the right measures in place to defend their products and systems from cyber threats. They must also be in a position to demonstrate their security posture to companies procuring from them.
The overriding principle to mitigate against assets and operations being compromised by a cyber-attack is to protect, detect, respond and recover. This is in line with industry best practice including the National Institute of Standards and Technology’s (NIST) cyber security framework.
The Centre for Internet Security (CIS) sets out benchmarks for vendor product families to help protect systems against threats more confidently while The Open Worldwide Application Security Project (OWASP) Foundation provides free online resources for web application security.
For many organisations, however, the challenge in ensuring cyber resilience is understanding and identifying where their vulnerabilities are. By having a clear overview of attack surfaces and potential entry points, you can prioritise the vulnerabilities and non-conformities that must be addressed. Robust and often straightforward mitigation measures can be put in place to address most vulnerabilities.
When it comes to demonstrating security posture, it pays for suppliers to be able to prove that they conform to a growing number of industry standards and practices. These standards include IEC 62443, the international series of standards that address cyber security for operational technology in automation and control systems, and ISO 27001, the standard for information security management systems and their requirements.

Recommended practices are also available to help companies on their path to compliance with industry standards. For example, DNV’s Recommended Practice DNV-RP-G108 provides best practice on how to apply the IEC 62443 standard in the oil and gas industry.
Help is at hand from industrial cyber security specialists, including DNV, for those companies who don’t have the in-house expertise to undertake this work themselves. They can help to identify which standards are most relevant to comply with, uncover companies’ compliance status, what outline what needs to be done to achieve compliance before helping to put mitigating actions in place.
For companies procuring products and systems from suppliers, we recommend that supply chain audits and vendor cyber security requirements are implemented during procurement, installation and operation of equipment, systems, and software. By defining requirements up front, and regularly reviewing suppliers against those requirements, understanding the supply chain’s cyber security posture becomes less of a black box. Vulnerabilities can be more easily identified. Mitigating actions can be undertaken more collaboratively. Assessments should be undertaken continually, rather than periodically, to ensure resilience against new and emerging cyber-attack vectors.
Tighter regulation on the horizon
Companies with industrial operations who have not yet put their own cyber security and that of their supply chain on their to-do list may be incentivised to do so by tightening regulation. For example, organisations providing essential services (including energy, drinking water supply, transport, healthcare and more) in the European Union (EU), will soon face tougher cyber security regulation than ever, with the threat of more and greater fines and/or withdrawal of license to operate if they do not comply.
The revised NIS2 Directive strengthens cyber security requirements on companies, introducing top management accountability for non-compliance and streamlining reporting obligations. Crucially, the Directive also puts more focus on cyber security of supply chains.
The NIS2 Directive suggests forcing individual businesses to address cyber security risks in supply chains and supplier partnerships to address the security of these ties. The idea is that it will improve supply-chain cyber security for important information and communication technology at the European level. Building on the successful strategy used in the framework of the European Commission’s Recommendation on Cybersecurity, Member States may conduct coordinated risk assessments of vital supply chains in collaboration with the Commission and the European Union Agency for Cybersecurity (ENISA).
The revised Directive on Security of Network and Information Systems (NIS2) to come into force in January 2023. Member States have until October 2024 to homologate NIS2 into national legislation and while it is estimated that organisations within NIS2 scope will have to start complying by mid-2024 with relevant national laws.
Organisations in industrial sectors should now think about NIS2’s scope and if their operations fit within it. An organisation should consider the organisational, financial, and technical actions that will be necessary to get ready for NIS2 compliance if it looks likely that they will fall under the new legislation’s purview. For instance, the European Commission anticipates that organisations’ ICT security spending will increase by up to 22% in the first few years following the introduction of NIS2.
In-scope organisations should also monitor how NIS2 is implemented in the important EU jurisdictions where they conduct business.
If you think your organisation might fall under the scope of the NIS2 Directive, my advice is to get advice. DNV’s white paper on the Directive is a great starting point for identifying what new cyber security laws mean for industrial companies in Europe, and what you need to do to get ready to comply.
Jalal Bouhdada, Global Cyber Security Segment Director, DNV
Subscribe to the free Maintworld newsletter here!
Why companies are moving to condition-based maintenance

Every day experienced and capable people are trying to second-guess the maintenance requirements of the machines that populate their plants. The reason is simple: an effective maintenance program increases uptime, decreases maintenance costs, reduces unplanned outages, and extends the lives of assets. In today’s highly competitive market, companies of all sizes are looking for ways to run a leaner and more efficient operation.
An effective maintenance program must include a way to collect and analyse vibration data. After all, vibration matters wherever critical motors exist.
Critical motors can be found in just about every manufacturing plant and facility. As an example:
• Food and beverage plants often operate on tight margins. That can make reliability maintenance a challenge to implement, especially since these facilities are interested in training and the ability to scale to cover critical assets.
• Automotive manufacturing operations often have larger reliability teams and stronger buy-in for downtime prevention.
• Machinery manufacturing plants vary in their approach to reliability, but condition monitoring applications are getting faster.
All these industries share the objective of integrating data and analytics into their maintenance programs to transform them into reliability programs. The right program increases equipment availability and performance by identifying and removing the cause of potential failures. Reliability programs can significantly reduce the possibility of failure and its impact.

Some of the frustrations with current condition monitoring solutions include a lack of high-precision, in-depth intelligence, time-consuming, complex installation and setup, limited diagnostic range and service offerings which increase total cost of ownership.
In addition, some condition monitoring solutions can be hard to scale to multiple assets and data sets for individual products are often siloed which leads to systems detecting only one type of fault. Wired and wireless-only sensors are often incompatible with plant network infrastructure resulting in reams of unusable data.
As maintenance is a means to operate safer and more efficiently, industrial plants across the globe are taking a more proactive approach by moving away from simply responding to the crisis of the day. Today, the immediate goal is to find and fix problems before there is a breakdown. The long-term goal is to drive business value.

The value of condition-based maintenance
Monitoring and studying the trends of machine health are staples of predictive maintenance. However, condition-based maintenance (CBM) is a better term because no one can predict when a machine will fail. CBM uses machine condition data, contextual data, trends, analytics and knowledge of specific machines to determine how machines are performing.
Wireless vibration sensors for vibration screening and analysis are one of the most powerful ways to enact CBM. Monitors like the new Fluke 3563 Vibration Analysis Sensor are attached to critical machines to track vibration data over time and identify faults. Using accelerometers, vibration monitors measure changes in the amplitude, frequency and intensity of vibration. When combined with the LIVE-AssetTM Portal software, teams can spot patterns, receive alerts about anomalies and compare measurements.
![]()
While critical machines benefit from more powerful vibration analysis sensors that provide in-depth data to help determine the nature of a problem, the new Fluke 3562 Screening Vibration Sensor is an effective way to track semi-critical machines. The Fluke 3562 is a battery-less sensor that runs on power provided by either a thermoelectric or photovoltaic energy harvester. The screening sensor collects snapshots of data, such as vibration levels, temperature and humidity, and trends the nine highest FFT peaks by magnitude. Taken together, vibration screening and analysis combined with software, create a powerful condition monitoring solution that detects if machines are functioning correctly.
Using condition monitoring to inform CBM
CBM is based on machine condition data that can be read by condition monitoring devices or transmitted by sensors connected to the machine. The advantages of this approach include:
• Always-on asset monitoring: When internet-enabled devices are connected to software, measurements are automatically aggregated around the clock. Data is stored in the cloud, assigned to assets, and organised for users to review.
• Faster identification of the root cause of a problem: Teams can swiftly troubleshoot assets using different condition monitoring devices and compare measurements over time to quickly pinpoint anomalies.
• Monitor equipment safely from anywhere: Wireless sensor measurements are automatically sent to the cloud without human intervention, enabling teams to access data remotely on smart devices.
Creating a connected reliability program
CBM is part of a complete connected reliability program. Fluke Reliability supports companies by building data systems that provide cost-effective maintenance and reliability. The company’s products keep customers informed about their assets’ health with advanced software solutions and services driving better maintenance decisions, such as improving productivity, increasing uptime and reducing costs.
Ankush Malhotra, President at Fluke Reliability

Subscribe to the free Maintworld newsletter here!
Strategic view of asset management – managing emerging trends and perspectives
Many trends and perspectives impact how asset management strategies are formulated and implemented. My thesis, “Supporting strategic asset management in complex and uncertain decision contexts,” explored this topic and won the EFNMS 2021 Ph.D. Award competition. Due to covid, the official award ceremony was postponed to the Euromaintenance conference that will be arranged in April 2023. Currently, the key topics of the thesis are increasingly crucial for organizations.
ISO 55000-2 (2014)
defines AM as the “coordinated activity of an organization to realize value from assets.” At a strategic level, asset management decisions are often uncertain and complex. Uncertainty is the deficiency of information about an event, its consequences, or its likelihood. In contrast, complex systems have a history, are evolving, and involve many interacting elements, where minor changes may have significant consequences. This complexity and uncertainty stem from factors such as long and varying lifetimes of assets, imperfect information on which the decisions are based, complex technologies, information systems and organizational structures, and multiple stakeholders with possibly conflicting needs and requirements.
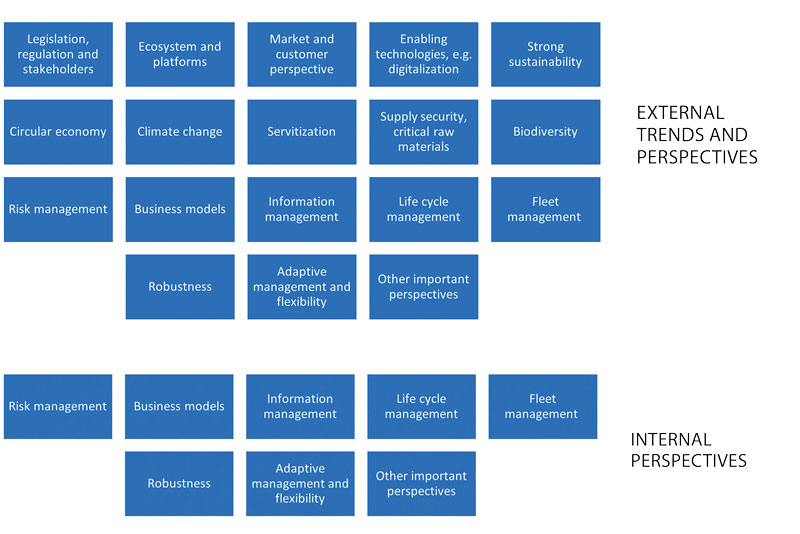
The dissertation (completed in 2019) identified key trends and perspectives affecting strategic asset management: regulation and legislation, sustainability, circular economy, climate change, enabling technologies, ecosystem, business models, risk management, robustness and flexibility, and life cycle information management. There is a need for methods supporting strategic asset management that consider these aspects of managing the uncertainty and complexity related to strategic asset management.
Re-evaluation of key trends
More concrete requirements and demand for a sustainable society have sparked several new legislations, regulations, standards, and guidelines that affect asset-intensive industries. These include EU Green Deal, Fit for 55, EU Taxonomy for sustainable economic activities, and Corporate Sustainability Reporting Directive. Role of stakeholders and the impact of (lack of) social responsibility has become more visible. Since 2019, there has been a need to re-evaluate the list.
Investments in the low-carbon industry and energy efficiency have been abundant. Minimizing greenhouse gas emissions is on everyone’s agenda, and biodiversity is the focus of manufacturing industries. New regulations are expected to force organizations to verify and quantify the green claims. The global pandemic and war in Ukraine have emphasized the risks of dependency on extra-EU raw materials, components, and competencies. Supply security and military aspects are among the key decision criteria in strategic asset management. Current and future energy prices are increasingly crucial in asset management decisions. Furthermore, which role can AI take in automating and assisting asset management decisions?
There is a call (figure 1.) to build resilience against the impacts of these disruptive phenomena and to identify opportunities within them. These phenomena have far-reaching impacts on many parts of production systems and infrastructure. They are interconnected with megatrends such as circular economy, sustainability, and digitalization, which are already transforming businesses.
The focus is establishing an asset management system and strategic plans that inform investment, maintenance, operation, and sustainable end-of-life decisions. From a strategic asset management perspective, these disruptive phenomena disrupt the use of assets, alter investment volumes in the asset base, alter the timing and nature of production disruptions, and may even result in the shutdown of production units.
Circular economy as a key for sustainable asset management
Circular economy emerges as one of the main topics for strategic asset management. Strategic asset management already incorporates many aspects of the circular economy, such as reducing waste and keeping assets in use through effective maintenance. Adopting life cycle thinking in strategic asset management aligns with the goals of the circular economy by maximizing the value of assets. Assets are stockpiles of valuable resources, including critical raw materials (CRMs), and any degradation results in value loss.
However, incorporating circular principles more deeply into strategic objectives would increase the sustainability of the asset management system and the organization. This requires a more comprehensive understanding of strategic decisions’ economic, environmental, and social impacts and incorporating circular design strategies into decision-making.
Examples of such decisions include investing in greener production systems, investments, and practices to increase energy and material efficiency, prioritizing non-critical, biobased, or secondary raw materials, maintaining and remanufacturing production systems, and reusing or recycling them at the end of their first life cycle and essentially all actions towards preventing waste and downcycling.
Concluding remarks
This article outlined some of the main topics of my dissertation. The main contributions of the dissertation were: 1) emerging trends and perspectives in strategic asset management, 2) advancing the classification of methods supporting strategic asset management, and 3) developing and testing novel methods for supporting asset management decisions.
The dissertation is available to read at: https://urn.fi/URN:ISBN:978-952-335-397-8 .
Jyri Hanski, Senior Scientist, VTT Technical Research Centre of Finland.

Subscribe to the free Maintworld newsletter here!
Latest





